Большая Энциклопедия Нефти и Газа. Твердость хрома
Твердость - хром - Большая Энциклопедия Нефти и Газа, статья, страница 2
Твердость - хром
Cтраница 2
Родий обладает высокой твердостью, доходящей до SOO кГ / мм2, что приближается к твердости хрома, и высокой износостойкостью. Гальванические покрытия родием отличаются красивым внешним видом, высокой отражательной способностью, равной 70 - 75 % и не тускнеют от времени. [16]
Микротвердость их выше твердости осадков никеля или железа и при некоторых составах сплавов приближается к твердости хрома. Микротвердость и внутренние напряжения имеют максимум при содержании в осадке 34 - 45 % Fe ( фиг. В таких покрытиях образуются микротрещины, что понижает их защитную способность. Повышение температуры электролита сопровождается уменьшением микротвердости осадков. [17]
Так же и по мнению А. М. Смирновой и Н. Т. Кудрявцева [26], ультразвук практически не влияет на твердость электроосажден-ного хрома. [18]
При оценке эксплуатационных свойств хрома следует учитывать, что температура среды, в которой работает хромированная деталь, может оказать влияние на твердость хрома. [19]
Первые два условия с учетом, что измерительные инструменты и приборы предназначены для работы в производственных помещениях с нормальной температурой и влажностью и твердость хрома высокая, блестящее хромирование вполне обеспечивают. Третье условие выполняется только для небольшой части деталей. Для большинства деталей приборов блестящее хромирование не допустимо, так как блеск затрудняет отсчет размеров по шкалам и нониусам. [20]
Осажденный никель содержит до 2 - 3 % фосфора и обладает высокой твердостью, которая после термообработки при 350 С повышается еще более и приближается к твердости хрома. [21]
Установлено, что твердость хрома, прокатанного при температурах 600, 700 и 900, начинала уменьшаться при 800 после часовой выдержки, а при отжиге 900 с выдержкой 1 час твердость снизилась до твердости хрома в литом состоянии. Таким образом, из этих исследований можно сделать вывод, что рекристаллизация хрома начинается при 800 и завершается при 850 - 900, с 900 отмечается рост зерна, что указывает на начало собирательной рекристаллизации при этой температуре. [22]
В результате термической обработки твердость сплавов обычно возрастает для систем с 4 - 11 % Р, в области температур 400 С достигает максимума ( - 9 - 10 ГПа), примерно соответствующего твердости гальванического хрома. Такое поведение покрытий является следствием возникновения в них фазы Ni3P и дисперсионного твердения матрицы твердого раствора, а также более высокой твердости указанного фосфида. [23]
Электролитический хром обладает высокой твердостью. Твердость хрома, выраженная в единицах Бриннеля, достигает 1000 - 1100 кгс / мм2 и превосходит твердость закаленных углеродистых сталей. Он обладает также низким коэффициентом трения. [24]
Хром обладает высокой склонностью к упрочнению в процессе пластической деформации при температурах ниже температуры рекристаллизации. Твердость хрома при деформации более 75 % в диапазоне температур 600 - 700 С увеличивается почти в 2 раза. [26]
Один из методов восстановления предела усталости заключается в хромировании при режиме электролиза, обеспечивающем получение молочко-блестящих покрытий: Т 65 и DK 30 а / дм2, и последующем отпуске в течение 2 час. Наряду с этим уменьшается твердость хрома. [27]
Высо-ксюловянистая бронза, по цвету напоминает серебро, но обладает более высокой твердостью. Твердость бронзы в пять-шесть раз выше меди и приближается к твердости хрома. Покрытия бронзой используют для декоративных целей вместо никеля, а также для замены серебра при гальваническом покрытии некоторых типов контактов. [29]
Это показывает, что разупроч-няющие процессы в хроме проходят замедленно. После деформации на 75 - 85 % при темп-ре ниже 900 твердость хрома ( НВ) возрастает с 120 - 130 кг / мм2 ( в литом или отожженном состоянии) до 190 - 220 кг / мм2, а после деформации при 1500 до 130 - 145 кг / ммг. Эта особенность хрома требует применения в процессе обработки давлением частых промежуточных отжигов и подогревов заготовок. [30]
Страницы: 1 2 3
www.ngpedia.ru
Многослойное хромирование
Установлено, что сцепление "твердого" хромового покрытия с основным металлом, обычно со сталью, можно значительно усилить, если твердое покрытие наносить не прямо на такой металл, а на подслой сравнительно мягкого хрома. Для этого в электролите, содержащем какой-нибудь элемент, который стоит в электрохимическом ряду напряжений ниже хрома, осаждают мягкий подслой хрома. Подходящей добавкой служит железо, вводимое в концентрации 20-30 г/л в обычный хромовый электролит, который содержит 250-350 г/л СrО3 с отношением СrO3:SO4 100:1. В такой ванне при 40°С осаждается гораздо более мягкий подслой, чем в стандартном электролите при одинаковых условиях. Такой подслой, характеризующийся превосходным сцеплением с подложкой, образует хорошую основу, на которую впоследствии осаждают слой твердого хрома. Таким способом можно добиться хорошего сцепления хромового покрытия даже с азотированной сталью, считающейся непригодной для хромирования.
Бестрещинное хромирование
Путем регулирования температуры, концентрации и отношения катализатор/хромовая кислота из электролита можно осаждать тонкие слои хрома, почти не имеющие трещин. Это можно сделать осаждением и из обычной ванны (СrО3, Н2SО4), и из смешанной саморегулирующейся ванны с катализатором.
Такие хромовые покрытия обладают повышенным сопротивлением механическому удару и применяются в случаях, где требуется сочетание сопротивления коррозии с износостойкостью. Указывают на взаимосвязь между температурой ванны и концентрацией при осаждении бестрещинных хромированных покрытий. При концентрации 250г/л СrО3 температура ванны должна составлять 55-60°С, а при концентрации 400 г/л ванну необходимо поддерживать уже при температуре 45°С.
Твердость хромированной поверхности
Для всех плотностей тока наибольшая твердость оказывалась на границе между областями II и III, т.е. там, где осаждаются покрытия с максимальным блеском и самым упорядоченным расположением зерен.
По другим источникам твердость хрома зависит от температуры электролита и плотности тока немного в другом диапазоне. Характер этой зависимости приведен на рисунке.
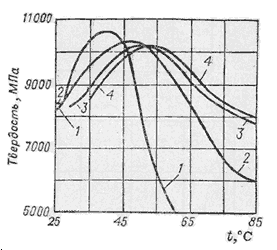
Плотность тока:
10 А/дм2; 2- 20 А/дм2: 3- 50 А/дм2: 4 – 100 А/дм2.
Вопрос о влиянии состава ванны на твердость хромовых покрытий был исследован учеными, установившими, что мягкие и поддающиеся обработке резанием хромовые осадки, могут осаждаться в стандартной ванне для хромирования (СrО3: SO4) с добавками Fe3+ или Al3+. Одновременного осаждения железа и алюминия с хромом не прослеживается. Установлено, что покрытие такой же твердости можно осадить из более простого разбавленного электролита с составом: 50г/л СrO3 и 0,5г/л SО4.
Вероятно, что большая твердость электролитического хрома объясняется как измельчением кристаллитов, так и деспергированием гидратированной окиси, а уменьшение твердости при сильном отжиге порождается совокупным действием рекристаллизации, роста зерен и сопутствующим укрупнением частиц окиси.
Различные виды хромированных покрытий имеют следующие значения твердости:
блестящее и серебристо-матовое - 7500-11000 МПа;
молочное - 5400-6000 МПа;
серое-3500-4000 МПа;
отожженный хром - 3500-4000 МПа.
Наиболее твердые хромовые покрытия значительно превышают по твердости закаленные (5000 МПа) и азотированные (7500 МПа) стали.
Различные виды хромовых покрытий имеют следующие значения твердости, МПа: блестящий и серебристо-матовый — 7500—11000; молочный — 5400—6000; серый — 3500—4000; отожженный хром — 3500—4000. Наиболее твердые хромовые покрытия значительно превышают по твердости закаленные (5000 МПа) и азотированные (7500 МПа) стали. Нагрев хромового покрытия уменьшает его твердость, причем до 250—300°С это снижение незначительно (рис. 27, с).
studfiles.net
Структура и свойства электроосажденного хрома | Хромирование
Среди других металлов, применяемых в гальванотехнике, хром занимает особое место. В то время как пористость плотных мелкокристаллических покрытий уменьшается по мере увеличения их толщины, для блестящих хромовых покрытий такая зависимость не соблюдается. Твердость хромовых покрытий значительно превосходит твердость других гальванических покрытий. Хромовые покрытия получаются блестящими в слоях значительной толщины при соблюдении соответствующего режима (температуры и плотности тока) без введения в электролит каких-либо блескообразователей.
Все эти свойства связаны со своеобразными условиями кристаллизации и со структурой электроосажденного хрома.
Измеренная методом царапания твердость электролитического хрома по минералогической шкале равна примерно 9, т. е. хром по твердости уступает только алмазу и корунду. Измерения твердости толстых слоев хрома, по Виккерсу и Роквеллу, при пересчете на шкалу Бринеля дают значения НВ от 500 до 1000 в зависимости от условий электролиза.
При нагревании электролитического хрома твердость его заметно падает при 370—400° С и выше, причем падение твердости, в основном, наблюдается в течение первого часа нагрева, в дальнейшем твердость не меняется. Следовательно, в диапазоне рабочих температур трущихся деталей двигателя твердость хрома хорошо сохраняется.
По данным рентгенографических исследований В. И. Архарова и С. А. Немнонова температура рекристаллизации хрома лежит около 900° С, откуда видно, что некоторое падение твердости при 370°С не связано с рекристаллизацией. Нет также оснований считать, что твердость электролитического хрома связана с включенным в него водородом, поскольку последний может быть при умеренном нагревании в вакууме удален на 98% без заметного уменьшения твердости, хотя выделяющийся при электролизе вместе с хромом водород безусловно оказывает сильное влияние на процессы кристаллизации и свойства металла.
Содержание водорода в электролитическом хроме составляет 0,45% (по массе), в то время как в металлах группы железа содержание водорода составляет 0,1 %, а в электролитическом цинке 0,01 %.
Большая часть водорода адсорбирована хромом и располагается по границам зерен и в микротрещинах; этот водород сравнительно легко удаляется при нагреве. Часть водорода внедряется в кристаллическую решетку хрома и удаляется лишь при сильном нагреве до температуры рекристаллизации.
Полученный термическим методом хром имеет пространственно-центрированную кубическую решетку с параметром 2,87 А. Электролитический хром чаще имеет такую же решетку, но параметр ее у блестящих осадков хрома на 0,2%, а у матовых осадков на 0,15% больше нормальной величины.
Блестящие хромовые осадки отличаются исключительно малым размером зерна; по данным рентгеновских исследований эти размеры составляют 8-Ю-7—14Х XI О-7 см. Высокая степень дисперсности блестящего хрома облегчает диффузию водорода и частичное внедрение его в кристаллическую решетку, вследствие чего расширяется параметр решетки. По данным В. И. Архарова, хромовые осадки имеют текстуру, определяемую условиями электролиза: с повышением температуры хромирования и переходом к молочным осадкам текстура становится менее ясно выраженной. Рекристаллизация матовых осадков хрома происходит при температуре около 900° С и сопровождается значительным укрупнением зерен. Рекристаллизация блестящих осадков начинается раньше, а кристаллы получаются мельче, чем у матовых осадков.
Ненормально высокая твердость электролитического (блестящего) хрома В. И. Архаровым объясняется искажением решетки, связанным с внутренними напряжениями и внедрением водородных атомов. В результате взаимного наклепа кристалликов хрома происходит упрочнение металла. Вследствие высокой степени дисперсности блестящих осадков хрома границы зерен блокируют плоскости сдвига, по которым происходит деформация кристаллов, что также приводит к повышению твердости.
Характерная для блестящих хромовых осадков слоистость и сетка трещин В. И. Архаровым объясняется своеобразными условиями кристаллизации. Им выдвинута гипотеза, согласно которой образованию кристаллической решетки хрома предшествует группировка атомов металла в «соматоиды», представляющие собой атомные образования небольших размеров, не обладающие еще кристаллической решеткой. На известной стадии процесса осаждения происходит кристаллизация соматоидов, сопровождающаяся объемными изменениями, которые и обусловливают взаимный наклеп возникающих кристалликов. Следствием этого являются растрескивание осадка, искажение решетки и преимущественная ориентация кристалликов — текстура.
Блестящие осадки хрома образуются в результате кристаллизации соматоидов меньших размеров по сравнению с матовыми осадками. Наклеп кристаллов, а следовательно, твердость у блестящих осадков хрома больше, чем у матовых.
Эффективность взаимного наклепа кристаллов зависит главным образом от степени дисперсности при первичной кристаллизации и лишь незначительно от количества водорода, растворенного в решетке. На степень дисперсности в свою очередь влияют условия электролиза, главным образом температура.
Гипотетические соматоиды В. И. Архарова нашли более убедительную расшифровку в исследованиях С. А. Немнонова, посвященных природе метастабильных модификаций хрома. Так же как и другие исследователи, С. А. Немнонов установил, что, помимо устойчивой пространственно-центрированной кубической решетки, электролитический хром может иметь неустойчивую плотно упакованную гексагональную решетку и решетку типа α-Mn (пространственно-центрированная решетка с 58 атомами в элементарной ячейке). Уже при комнатной температуре наблюдается превращение неустойчивых модификаций хрома в устойчивую, причем для гексагонального хрома переход завершается в 40 дней, а для хрома типа α-Mn через 230 дней после осаждения. Обе неустойчивые модификации обнаружены только в хроме, полученном электролизом, преимущественно при особых условиях электролиза.
В хроме с кубической решеткой водород в основном находится по границам зерен и в микротрещинах, в хроме с гексагональной решеткой значительное количество водорода находится внутри самой решетки. Осадки гексагонального хрома не имеют сетки трещин, в них отсутствует также слоистость; твердость осадков с гексагональной решеткой значительно ниже, чем осадков с кубической решеткой. Образование осадков хрома с той или иной структурой определяется условиями электролиза. Эти условия в основном определяются температурой и плотностью тока, при которых электроосажден хром.
С. А. Немнонов указывает, что неустойчивая модификация, аналогичная гексагональной решетке хрома, образуется при катодном распылении никеля, а также при электролитическом его осаждении. В последнем случае малоустойчивый гексагональный никель самопроизвольно превращается в кубический, вызывая сжатие и растрескивание осадков. При переходе гексагонального никеля, как и гексагонального хрома, в кубическую форму выделяется большое количество водорода. По своей структуре и параметрам решетки гексагональный никель совпадает с фазой внедрения Ni — Н. По Я. С. Уманскому, фазы внедрения представляют собой твердые растворы, образующиеся при внедрении металлоидных атомов в решетки металлов переходных групп, в которых имеется аллотропическое превращение решетки основного металла. По С. А. Немнонову, соматоиды представляют собой мелкодисперсные кристаллы гексагонального хрома, т. е. фазы внедрения Cr—Н. Распад этой фазы и переход ее в устойчивую кубическую модификацию сопровождается объемными изменениями; удельный объем гексагонального хрома больше, чем кубического (соответственно расчетные плотности составляют 6,08 и 7,21).
Матовые осадки, образующиеся при низких температурах, имеют гексагональную решетку, переходящую в кубическую после достижения критических размеров кристаллов. При повышенной температуре электролиза устойчивость гексагонального хрома понижается и периодический распад его кристаллов происходит чаще при меньшей величине их, чему соответствует более тонкая слоистость осадка. При этом образуются блестящие осадки.
При дальнейшем повышении температуры электролиза одновременно образуются зародыши кубического и гексагонального хрома, а при еще более высокой температуре образуются только кристаллы кубического хрома. При этом не происходит никаких структурных превращений и отсутствует взаимный наклеп кристаллов. Такие осадки не имеют текстуры, твердость их меньше, слоистости и трещин не наблюдается. Эта температурная область соответствует молочным осадкам хрома (рис. 108—110).
Рис. 108. Полублестящее трердоехроморое покрытие. X1000 Рис. 109, Толстое блестящее хромовое покрытие. Х1000 Рис. 110. «Молочное» без трещин хромовое покрытие, полученное при пониженной плотности тока и повышенной температуре. Х1000
Влияние условий электролиза на структуру хромовых покрытий, в частности на характер образующихся в них трещин, было многократно исследовано и представляет большой интерес для получившего широкое применение в промышленности процесса пористого хромирования. Обычными методами травления не удается выявить кристаллическую структуру хрома. Лучшие результаты были получены при анодном травлении поперечного шлифа в 10%-ном растворе NaOH при напряжении на ванне 2,5—3 В в течение 15—20 с. На величину и количество образующихся первичных трещин сильное влияние оказывает температура электролиза. При температуре хромирования 45—50° С все сечение хромового осадка усеяно мелкими трещинами. С повышением температуры количество трещин уменьшается, а глубина их возрастает. При температуре электролиза 65°С наблюдаются одиночные трещины, которые пронизывают все покрытие до основного металла. Не все трещины выходят на поверхность покрытия и, следовательно, рассматривая под микроскопом хромированную поверхность, нельзя получить полное представление о количестве трещин в покрытии. С этой точки зрения становится ясным, что резко разграничивать область получения хромовых осадков с сеткой трещин и без них, следует осторожно — речь идет только о трещинах, выходящих на поверхность рассматриваемого образца.
Характером расположения трещин в хромовых осадках, полученных при различных температурах, можно объяснить повышенную хрупкость блестящего хрома и вязкость молочного хрома, При большой густоте мелких трещин происходит выкрашивание, а при малом числе трещин — преимущественно истирание хрома. По-видимому, минимальный износ хрома, полученного при определенной плотности тока, тоже обусловлен минимальным количеством трещин при этом режиме.
Между показателями твердости и износостойкости хромовых осадков однозначной взаимосвязи нет. В значительной степени это объясняется различными методами испытания твердости и износостойкости. Так, некоторые исследователи отождествляют твердость хромовых покрытий и износостойкость хромированных деталей и на основании результатов измерения твердости способом вдавливания при нагрузке 5 кг рекомендуют для разведенного электролита с содержанием 150 г/л CrO3 максимальную твердость и износостойкость при режиме 55° С и 60 А/дм2. Между тем для измерения твердости покрытия, а не покрытой детали предложен другой теоретически обоснованный способ.
Некоторые исследователи установили существование приблизительно прямой зависимости между износостойкостью и твердостью хромовых осадков, между тем как другие авторы считают, что на износостойкость могут, помимо твердости, оказывать влияние такие факторы, как хрупкость осадков и прочность их сцепления с основным металлом.
Было установлено, что твердость хромовых осадков, полученных из разбавленного электролита (150 г/л CrO3), существенно превышает твердость осадков из ванн средней концентрации (250 г/л CrO3) только при высоких температурах хромирования. При более низких температурах (34—45° С) большой разницы между твердостями осадков из обеих ванн не наблюдается. При высоких температурах (65—75° С) твердость осадков из разбавленной ванны на 10—20% выше твердости осадков из ванн средней концентрации. Так как при более высоких температурах абсолютная величина твердости осадков, получаемых из обеих ванн, низка, то пользоваться разбавленным электролитом для получения хромовых покрытий высокой твердости не имеет смысла тем более, что общая неустойчивость в работе и необходимость частого корректирования этого электролита в процессе эксплуатации создают большие неудобства.
Незначительное повышение выхода по току (3—5%) и некоторая экономия хромового ангидрида по сравнению с ванной средней концентрации не могут компенсировать неудобства, связанные с эксплуатацией разбавленных электролитов.
В стандартной ванне (250 г/л CrO3) область температур и плотностей тока для получения осадков высокой твердости (>1000 кгс/мм2) уже, чем в разбавленной ванне (150 г/л CrO3), и лежит при более низких температурах. Максимальная твердость покрытий из ванны средней концентрации достигается хромированием при 20 А/дм2 и 35°С (1138 кгс/мм2), а при 60 А/дм2 и 45°С она составляет 1176 кгс/мм2. При работе с разбавленной ванной область наиболее твердых покрытий (1000 кгс/мм2) расширяется, захватывая зону более высоких температур (55°С). Максимальная твердость покрытий из разбавленной ванны: при 10 А/дм2 и 35° С составляет 1206 кгс/мм2 и при 30 А/дм2 и 55° С 1186 кгс/мм2.
При температуре 75° С хромовые осадки получаются без трещин. Их истирание протекает по обычному механизму окислительного износа и характеризуется пропорциональностью между показателями твердости и износостойкости. Такая пропорциональность наблюдается как для осадков, получаемых из универсальных электролитов, так и из разбавленного электролита при 75° С и плотности тока 90 А/дм2.
Максимумы и минимумы на кривых износостойкость— температура и износостойкость — плотность тока можно объяснить тем, что с изменением температуры и плотности тока неодинаково меняются прочность зерен хрома и величина сцепления между ними. Максимум износостойкости соответствует относительно твердым зернам хрома, прочность которых, однако, не превышает прочности их сцепления между собой; в этом случае при истирании происходит срезывание гребешков металлического хрома. С другой стороны, низкая износостойкость может сопровождаться максимальной твердостью осадков; при таких параметрах хромирования твердость (прочность) образовавшихся зерен хрома превосходит прочность их сцепления между собой, и износ происходит за счет выкрашивания зерен. Износ может также усиливаться за счет возрастания числа и размеров трещин покрытия, возникающих при данных условиях электроосаждения.
Выполненное исследование показало, что все покрытия с высокими показателями износостойкости (50 мм~3) при истирании сверхтвердым сплавом со смачиванием поля износа 0,5%-ным раствором КгCr04 и скорости скольжения около 1,6 м/с характеризуются твердостями в интервале 650—925 кгс/мм2. При этом у осадков с твердостью в пределах 650—925 кгс/мм2 и у осадков с выходящими из этого интервала величинами твердости наблюдаются настолько значительные (до двух раз и более) отличия износостойкостей, что по микротвердости хромовых покрытий можно приближенно оценить износостойкость осадков хрома. Преимущество такого метода заключается не только в большей скорости измерения микротвердости по сравнению с непосредственными определениями износостойкости, но и в том, что он не приводит к разрушению покрытий, неизбежному при испытаниях на износ.
Широкое применение хромирования поршневых колец, цилиндров двигателей и других трущихся поверхностей эффективно благодаря низкому коэффициенту трения электроосажденного хрома с другими металлами (табл.47).
www.stroitelstvo-new.ru
Твердость - хром - Большая Энциклопедия Нефти и Газа, статья, страница 1
Твердость - хром
Cтраница 1
Твердость хрома, в основном, зависит от температуры электролита и плотности тока. [2]
Твердость хрома весьма высокая и достигает 700 - 800 единиц по Бринелю. Хром хорошо выносит действие высоких температур и при нагреве до 500 не меняет цвета. При восстановлении изношенных деталей хром обычно наращивается непосредственно на металл детали. В целях же предохранения деталей от коррозии, там, где это необходимо ( например, при декоративном хромировании), наращивание хрома ведут по подслою из меди и никеля. Хорошая сопротивляемость действию кислот и сернистых соединений вместе с жаростойкостью и высокой износостойкостью является весьма ценным свойством для деталей, работающих в газовой среде. [3]
Твердость исходного хрома в этих состояниях составляет 152 - 160 и 124 - 136 кГ / мм2 соответственно. В работе [7] температуру этого перехода для хрома и сплавов его с 1 25; 2 7; 6 4 и 10 ат. [5]
Установлено, что твердость хрома, прокатанного при температурах 600, 700 и 900, начинала уменьшаться при 800 после часовой выдержки, а при отжиге 900 с выдержкой 1 час твердость снизилась до твердости хрома в литом состоянии. Таким образом, из этих исследований можно сделать вывод, что рекристаллизация хрома начинается при 800 и завершается при 850 - 900, с 900 отмечается рост зерна, что указывает на начало собирательной рекристаллизации при этой температуре. [6]
Дехромирование вызывает некоторое снижение твердости хрома. Твердость пористого хрома существенно зависит от температуры электролиза. Покрытия с мелкой сеткой трещин в большей степени подвержены снижению твердости. При дехромирова-нии внутренние напряжения в хромовом покрытии снижаются. [8]
Присадка 1 - 5 % иридия повышает твердость хрома в литом состоянии. [9]
Дальнейшая выдержка при данной температуре не оказывает влияния на твердость хрома, величина которой остается практически постоянной. [10]
Отличительное свойство электролитического хрома - высокая твердость, значительно превышающая твердость хрома, полученного термическим путем. [11]
Гексагональный хром не имеет сетки трещин, твердость его ниже твердости кубического хрома, водород находится в решетке, тогда как у кубического хрома водород сосредоточен преимущественно по границам зерен и в микротрещинах. [12]
Такая зависимость может быть объяснена тем, что при возрастании твердости хрома увеличивается прочность его зерен, но до максимума изностойкости она остается ниже прочности сцепления зерен между собой. Поэтому при износе происходит только истирание зерен без их выкрашивания. [14]
При 600 С p - CrgN разлагается, что вызывает заметное увеличение твердости хрома. Хром осаждается в виде дендритов с очень малым содержанием кислорода и азота. [15]
Страницы: 1 2 3
www.ngpedia.ru
Хрома твердость - Справочник химика 21
Порошки ПГ-ЮН-ОЗ, ПГ-10Н-04 системы Ы1-В-81 - низкоуглеродистые, из-за отсутствия в составе хрома твердость их значительно уменьшается. Порошки применяют для восстановления посадочных мест под подщипники валов. Покрытия обладают высокой коррозионной стойкостью, хорошо сопротивляются ударным нафузкам и обрабатываются резанием. [c.63]Большое распространение получили хромоникелевые стали. Они сочетают в себе свойства, никелевых и хромистых одновременно никель сообщает стали вязкость, а хром— твердость. При надлежащем сочетании обоих металлов можно получать стали разнообразных механических свойств и притом очень высокого качества. [c.392]
Как видно из табл. 42, при осаждении хрома твердость значительно уменьшается с увеличением концентрации хромового ангидрида в электролите [33, 68]. [c.311]Чугуны, подвергаемые азотированию, должны содержать алюминий н хром. Твердость чугунов после азотирования достигает 1000 HV. [c.311]
Если в состав стали входит хром и никель, то последний увеличивает вязкость, а хром — твердость стали. Такая сталь обладает высокой прочностью. При большом содержании хрома и никеля сталь приобретает высокую жаростойкость и сопротивляемость коррозии. [c.477]
Втулка главного шатуна изготовлена из стали марки 15. Исходная твердость поверхности трения НВ 160. Главный шатун изготовлен из стали марки 40ХНМА, термически обработанной, поверхность трения покрыта электролитическим хромом. Твердость хрома НЯС 60. Втулка посажена в главный шатун с натягом 0,05 мм. [c.13]
Электролитическое получение высокотвердого хрома (твердость по Бринеллю 200 кг1мм ) осуществлено при электролизе смеси солей 80% Na l и 20% Ks rFe. Рабочая температура электролита составляла 850° С. Ванна для электролиза и катод изготовляли из графита. Анодом служила штанга диаметром 0,6 см, изготовленная из металлического хрома. Электролиз проводили в атмосфере аргона [13]. [c.7]
Холодное коррозиоустойчивое хромирование. Этот новый способ холодного хромирования с применением раствора -тетрахромата позволяет получать практически беспористые покрытия хрома, отличающиеся высокой коррозионной устойчивостью. В отличие от обычного хромирования покрытия, полученные из тетрахроматного электролита, осажденного непосредственно на полированный металл, имеют матовый серый цвет, однако после полирования приобретают блеск, присущий хрому. Твердость осадков хрома приближается к твердости электролитического никеля. [c.234]
Основными материалами для изготовления корпуса насоса служат серый чугун, винта — инструментальная сталь (с 5%i хрома) твердостью 55—60 fiP , обоймы — синтетический каучук Буна твердостью 70 по Гикару или натуральный каучук. При таком исполнении насосы могут перекачивать гидрат окиси бария, карболовую кислоту, хлорноватокислый кальций, этиловый и метиловый спирты, гидрат окиси алюминия, бикарбонат алюминия, гексаметафосфат натрия, каолиновую суспензию, эпсолинтовые соли, гидрат и сульфат магния, ртуть, метанол, хлорид, цианид, сульфат и нитрат калия, 3%-ный соляный раствор, карбонат и алюминат натрия, гидрат окиси натрия, нитрат, силикат и сульфат натрия, сточные воды, мыльный раствор, крахмал, соду, сахар, глицерин, глюкозу, известковую воду, мочу, вино и древесную массу. [c.206]
Причинами разрушения хромового покрытия на кромках и гранях режущего инструмента являются мельчайшие заусенцы, приводящие к скалывани1р хрома, и прижоги поверхности, вызывающие понижение твердости основного металла, что при давлении на режущую часть инструмента приводит к разрушению покрытия. Для предупреждения скалывания хрома на режущих кромках инструмента предлагается перед хромированием произвести обработку двух-трех деталей, что способствует полному удалению микрозаусенцев. Во избежание продавливання хрома твердость режущих кромок перед хромированием должна быть не ниже 55 HR . [c.82]
Хрома. Повышенная мнкротвердость диффузионного слоя хрома на стали с большим содержанием углерода обусловлена, по-видимому, образуюшимнся в этих покрытиях карбидами хрома. Твердость диффузионных слоев хрома на чугуне настолько велика, что хромовые покрытия могут резать стекло. Наряду с изучением микротвердости [c.109]
Сопоставление полученных данных показывает, что карбиди-зация значительно повышает износостойкость электролитических хромовых покрытий. Кроме того, надо учитывать, что высокие механические свойства электролитического хрома (твердость и износостойкость) могут существенно снижаться после нагрева даже до сравнительно невысокой температуры (500—600° С), тогда как карбидизированные покрытия приобретают повышенные свойства при температуре 950—1050° С и не теряют их после нагрева до такой же температуры. Это позволяет считать, что карбидизированные покрытия могут быть использованы для повышения износостойкости чугунных и стальных деталей, работающих при высокой температуре. [c.86]
Механические свойства и обрабатываемость давлением. Механические свойства хрома в значительной степени ЗавИ Сят от его чистоты, главным образом, от содержания зтлерода и водорода. Хр ом мож ет поглотить до 250 объемов водорода, присутствие которого значительно повышает твердость и хрупкость хрома. Твердость литого хрома по минералогической шкале составляет 4,5, а по Бринелю 217—236, тогда как твердость по Брине ш электролитического хрома, содержащего водород, онределен а равной 600—650, а после нагревания такого хрома в вакууме при ЭОО твердость его снижается до 200—250 кг мм . Твердость раскисленного и переплавленного электролитического хрома, несколько вагрявнениого окислами, определена равной 114, а того же хрома, ио обработавного водородом при 1600°—70— 90 кг/мм . [c.436]
Твердость и хрупкость хрома. Твердость электролитического хрома, выраженная в единицах Бринеля, достигает 1000—ИООНд. [c.6]
chem21.info
Твердость - хромовое покрытие - Большая Энциклопедия Нефти и Газа, статья, страница 3
Твердость - хромовое покрытие
Cтраница 3
Хромовое покрытие стойко против действия большинства газов, щелочей, растворов кислот и солей; хром растворяется в горячей серной и азотной кислотах. Блеск и цвет хромового покрытия не изменяются от воздействия атмосферы. При нагревании твердость хромового покрытия уменьшается. При температуре нагрева от 200 до 600 С уменьшение твердости происходит медленно, а при температуре свыше 600 С - очень быстро. Для появления цветов побежалости критической температурой является 450 С. При нагреве до температуры, близкой к 450 С, хромовое покрытие начинает менять цвет. С точки зрения противокоррозийной защиты хром как электроотрицательный металл в принципе защищает железо от ржавления. Но поскольку на воздухе хром пассивируется ( на покрытии образуется тонкая пленка окиси хрома), то его электроотрицательные и защитные свойства снижаются. Это относится только к тонким пористым хромовым покрытиям. [31]
Диффузионные слои хрома, образующиеся на поверхности железа и стали, повышают их твердость и износостойкость. Твердость диффузионных хромовых покрытий на стали и чугуне увеличивается при увеличении содержания углерода в покрываемом металле. Наибольшее значение твердости хромового покрытия достигается на чугуне. [32]
В работах В. И. Архарова показано, что в процессе формирования осадка на катоде образующаяся первоначально неустойчивая кристаллическая форма хрома переходит затем в, более устойчивую. Это явление, сопровождающееся уменьшением объема осадка, приводит к искажению кристаллов и, как следствие этого, к высокой твердости и хрупкости хрома. В зависимости от условий электролиза твердость хромового покрытия может изменяться от 500 до 1200 по Виккерсу. Наиболее твердые осадки хрома значительно превышают по твердости обычные конструкционные материалы и в 1 5 раза выше твердости азотированной стали. [33]
Твердость покрытий измеряют на маятниковом приборе системы Кузнецова или методом статического вдавливания на приборе ПМТ-3. Кроме того, при малых нагрузках твердость хромовых покрытий может быть измерена на приборе Виккерса. [35]
Окисная пленка предохраняет детали от коррозии. Пленка на алюминии и его сплавах обладает высокой жаростойкостью ( до 1500 С), высокими электроизоляционными свойствами, поверхностная твердость достигает твердости хромового покрытия. [36]
Термическая обработка хромовых покрытий ведет к понижению их твердости. При нагреве до 550 С происходит частичная рекристаллизация электролитического хрома, а при 700 С и выше - полная рекристаллизация. Твердость при этом уменьшается более чем в пять раз. В связи с этим большое значение имеет сохранение твердости хромовых покрытий при нагреве в условиях трения. Увеличение толщины хромового покрытия способствует уменьшению влияния нагрева на твердость. [37]
Страницы: 1 2 3
www.ngpedia.ru
Твердость - хром - Большая Энциклопедия Нефти и Газа, статья, страница 3
Твердость - хром
Cтраница 3
Это показывает, чтг разупроч-няющие процессы в хроме проходят замедленно. После деформации на 75 - - 85 % при темп-ре ниже 900 твердость хрома ( НВ) возрастает с 120 - - 130 кг / мм. Эта особенность хрома требует применения в процессе обработки давлением частых промежуточных отжигов и подогревов заготовок. [31]
Покрытия, содержащие 40 - 45 % олова, имеют серебристо-белый цвет и называются белой бронзой. Они применяются для защитно-декоративных целей и по внешнему виду напоминают серебро, но обладают значительно более высокой твердостью, близкой к твердости хрома. Покрытия обладают хорошей стойкостью в сухих помещениях. В наружной атмосфере белая бронза плохо сопротивляется коррозии и тускнеет от действия промышленных газов. В горячей воде и в растворах поваренной соли коррозионная стойкость покрытий очень низкая из-за наличия в них большого количества микротрещин. [32]
Производственный опыт показывает, что стойкость хромированных инструментов, снимающих тонкую стружку ( сверл, разверток, протяжек, метчиков и пр. При резании в тяжелых условиях, когда имеют место большие силы резания и высокая температура, не рекомендуется хромирование, так как с нагревом уменьшается твердость хрома и при температуре - 500 С она меньше твердости закаленной быстрорежущей стали. К тому же при значительных нагрузках происходит отслаивание хрома. В литературе отмечается эффективность нового метода упрочнения - соединения электролитического хромирования с обычной цементацией, в результате чего в поверхностном слое образуются карбиды хрома, глубоко проникающие в металл и прочно с ним связанные. [33]
В целях повышения механической прочности деталей арматуры, изготовленных из стали неаустенитных марок и работающих при давлениях 140 - 240 ат и температурах 565 - 580 С, рекомендуется применять химическое никелирование. Согласно материалам ВАЗ, ЦНИИТМАШ и другим литературным данным детали, прошедшие химическое никелирование ( после термической обработки), обладают высокой твердостью ( сравнимой с твердостью износостойкого хрома), надежным сцеплением с основным металлом, высокой коррозионной стойкостью в условиях высокотемпературной газовой коррозии в атмофере воздуха и перегретого пара ( по данным исследований за 1 000 ч испытаний при температуре 650 С коррозионная стойкость образцов, покры: тых никелем, по сравнению со сталью в паровой среде увеличивается в 36 раз, а в воздушной - в 15 раз), более высокой стойкостью к задиранию, чем износостойкий хром ( при сравнительных испытаниях в паровой среде при температуре 580 С оказалось, что удельное давление 600 - 650 кГ / см2 у химически никелированных образцов вызывает удельный задир 8 - 4 мк / м, а у хромированных образцов такой удельный зазор вызывает удельное давление 444 кГ / см2), высокой износостойкостью при работе в паре. [34]
При повышении температуры величина твердости хромового покрытия для всех значений плотности тока имеет максимум, смещающийся при увеличении плотности тока в сторону более высоких температур. Нагрев хромового покрытия уменьшает его твердость, причем до 250 - 300 С это снижение невелико. Изменение твердости хрома при постоянной температуре нагрева наблюдается вначале в течение 1 5 ч термической обработки. Дальнейшая выдержка при постоянной температуре практически не влияет на твердость хрома. [35]
Так как объемные напряжения атомов или протонов водорода в решетке металла очень малы, то водород, растворенный в электролитном металле, не вызывает изменения таких чувствительных к структуре свойств, как твердость. Таммани и Джеке указали, что растворенный при электролизе в хроме водород может быть легко удален. При этом никакого изменения твердости хрома не происходит. [36]
Кремний влияет положительно на пластичность хрома в рекри-сталлизованном состоянии. Никель в количестве 0 1 % повышает на 50 % температуру перехода хрома из пластичного в хрупкое состояние. При увеличении содержания никеля до 1 % твердость хрома резко повышается, а пластичность падает. [37]
Химическое никелирование осуществляется без приложения тока извне за счет восстановления ионов никеля из кислых или щелочных растворов его солей ги-пофосфитом натрия или кальция. Химическое никелирование проводится при температуре 90 - 95 С. После термической обработки при 400 С твердость покрытия возрастает до 10000 Мн / м2; с повышением температуры термообработки до 600 С твердость покрытия приближается к твердости хрома. При толщине 25 - 30 мкм пленка практически беспориста. Антикоррозионные свойства покрытия при этом высокие. [38]
При повышении температуры величина твердости хромового покрытия для всех значений плотности тока имеет максимум, смещающийся при увеличении плотности тока в сторону более высоких температур. Нагрев хромового покрытия уменьшает его твердость, причем до 250 - 300 С это снижение невелико. Изменение твердости хрома при постоянной температуре нагрева наблюдается вначале в течение 1 5 ч термической обработки. Дальнейшая выдержка при постоянной температуре практически не влияет на твердость хрома. [39]
Хромирование металлорежущего инструмента, используемого для обработки стали и чугуна, позволяет в ряде случаев повысить их стойкость в три-четыре раза. При обработке цветных металлов стойкость режущих инструментов увеличивается в пять - восемь раз. Кроме того, при обработке ( особенно алюминия и его сплавов) устраняется налипание металла на режущую кромку инструмента. Наибольший эффект от применения хромирования режущего инструмента можно получить, если температура на режущих кромках инструмента не превышает 300 С, так как при более высоких температурах происходит значительное уменьшение твердости хрома. [40]
Хромирование металлорежущего инструмента, используемого для обработки стали и чугуна, позволяет в ряде случаев повысить их стойкость в три-четыре раза. При обработке цветных металлов стойкость режущих инструментов увеличивается в пять-восемь раз. Кроме того, при обработке, особенно алюминия и его сплавов, устраняется налипание металла на режущую кромку инструмента. Наибольшего эффекта от применения хромирования режущего инструмента можно достичь, если температура на режущих кромках инструмента не превышает 300 С, так как при более высоких температурах происходит значительное уменьшение твердости хрома. [41]
Страницы: 1 2 3
www.ngpedia.ru