Справочник химика 21. Покрытие хром
Хромирование – преимущества и виды покрытий |
28АвгХромирование – преимущества и виды покрытий
 Хромирование нашло широкое применение в самых разных областях, поскольку позволяет придать деталям дополнительные характеристики и защитить изделия от воздействия факторов окружающей среды.
Хромирование нашло широкое применение в самых разных областях, поскольку позволяет придать деталям дополнительные характеристики и защитить изделия от воздействия факторов окружающей среды.
Отличительные характеристики и применение
Высокую востребованность и популярность процесс покрытия изделий слоем хрома получил благодаря следующим преимуществам процесса:
- на покрытие не влияют перепады температур, высокая влажность или другие негативные факторы окружающей среды;
- при воздействии сильных окислителей на поверхности хромированного покрытия появляется особая тонкая пленка оксидов, которая защищает деталь;
- повышение показателей прочности и твердости обработанных изделий;
- высокая декоративность изделий, которая не меняет своих качеств со временем.
Особенности процесса позволяют применять хромирование в самых разных целях:
- придание стальным изделиям привлекательного внешнего вида и дополнительной защиты от коррозии;
- применение для изготовления различных зеркал, отражателей, прожекторов и т.п. Хром немного уступает в отражательных свойствах серебру, но зато превосходит его высокой стабильностью пред окислением;
- формирование дополнительных слоев на деталях автомобилей, велосипедов, различных приборов, сувениров и фурнитуры мебели;
- увеличение показателей износостойкости нужных деталей;
- возможность восстановления изначальных размеров детали, которые были изменены в процессе ее эксплуатации и др.
Виды хромированных покрытий
Современные технологии позволяют создать разное покрытие с применением хрома, которое будет отличаться по своим базовым показателям. В зависимости от продолжительности воздействие электрического тока при осаждении могут быть получены следующие типы покрытий:
- эластичное и практически безпористое покрытие с высокой твердостью, которое также известно, как «молочный хром». Получается при температуре в пределах 60-80 градусов и относительно невысокой плотности тока – около 20 А/дм2.
- особенно твердое и износостойкое покрытие, которое имеет характерный зеркальный блеск. Получается при температуре в 40-60 градусов и при использовании тока в пределах 30-100 А/дм2.
- покрытие серого цвета, которое обладает высокой твердостью и хрупкостью. Получается при использовании низких температур – не выше 40 градусов и высокой плотности тока.
Качество хромированного покрытия напрямую зависит от оптимального процентного соотношения хромового ангидрита и серной кислоты. При увеличении хрома в электролите покрытие становиться более хрупким и приобретает темный цвет. Учитывая специфику процесса и необходимость для осуществления хромирования определенных знаний и навыков, все работы должны быть выполнены опытными специалистами.
Источник статьи: http://zgp1.ru/?page_id=828/
www.gisfactory.com
| Для защиты от коррозии стальных трущихся деталей хромирование с подслоем непригодно из-за низких механических свойств многослойного покрытия. В этом случае возможно применение беспористых хромовых покрытий достаточной толщины, наносимых непосредственно на сталь без подслоя меди и никеля. Беспористость покрытия достигается применением режима молочного хромирования, полировкой детали перед и после хромирования и пропиткой хромового покрытия уплотняющими составами с пассивирующими или гидрофобными свойствами. Хорошими защитными свойствами обладает молочный хром толщиной 20 мкм, осажденный из универсального электролита при температуре 70°С и плотности тока 30 А/дм2. По имеющимся данным, такое покрытие показало удовлетворительную защиту некоторых деталей паровых турбин, валиков водяного насоса автомобильного двигателя, медицинских инструментов. Молочный хром не имеет структурной пористости, однако нельзя исключить возможность образования в нем пор по причинам, не зависящим от структуры. Такими причинами могут быть неметаллические включения в основном металле, выходящие на хромируемую поверхность, неудаленные остатки загрязнений на этой поверхности, оседание инородных частиц из электролита и др. Поэтому для деталей, эксплуатирующихся в агрессивных условиях, например в морской атмосфере, целесообразно увеличить толщину покрытия до 40—50 мкм и полировать поверхность детали до и после хромирования. Для повышения износостойкости молочного хромового покрытия предлагается перекрывать его блестящим хромом толщиной 20— 50 мкм .[20]. С этой целью хромирование осуществляется последовательно в двух ваннах со стандартным электролитом. Первым осаждается слой молочного хрома толщиной 20 мкм при температуре 70°С и катодной плотности тока 30 А/дм2. Затем деталь (не промывая) переносят в ванну с более низкой температурой электролита и наносят слой блестящего хрома при температуре 50°С и катодной плотности тока 50 А/дм2. Необходимо указать, что все однослойные хромовые защитные покрытия должны наноситься по возможности равномерно и, но всяком случае контроль их толщины следует производить магнитным толщиномером в углублениях рельефа хромированной поверхности и в других местах, где толщина покрытия минимальна. В этих местах толщина хрома должна соответствовать заданному значению. Высокая стойкость хрома при нагреве позволяет использовать хромирование для защиты от окисления полированных деталей, которые необходимо термически обработать при высокой температуре. Молочный хром толщиной 8—10 мкм обеспечивает такую защиту при закалке деталей. После термообработки хром снимается анодным растворением в растворе щелочи, не содержащем хлоридов. Такое же покрытие применяется для защиты стальных деталей от цементации и нитроцементации вместо гораздо более трудоемкого и длительного омеднения. Примером эффективности хромирования для защиты от окисления является хромирование стальных кожухов для термопар, устанавливаемых в нагревательных печах. Покрытие слоем хрома толщиной 30—40 мкм повысило срок службы кожухов в три — пять раз. Пропитка хрома. Устранение структурной или случайной пористости хромовых покрытий путем заполнения пор уплотняющими составами является эффективным методом повышения защитной способности однослойного хромового покрытия достаточной толщины. Уже первые попытки пропитки хромового покрытия льняным маслом при температуре 120°С дали значительное увеличение защитной способности блестящих хромовых покрытий. Исследования пропитки блестящего хромового покрытия (толщиной от 10 до 40 мкм) пассивирующими растворами на основе нитратов, хроматов и фосфатов полимеризующимися материалами (льняным маслом и клеем БФ-2), смазками АМС-3 показали, что наиболее эффективна пропитка льняным маслом, клеем БФ-2 и смазкой АМС-3. Как видно из табл., эти пропиточные материалы существенно повысили защитную способность хромовых покрытий при толщине последних 40—50 мкм. Дальнейшие исследования, направленные на заменульняного масла, показали также хорошую эффективность ннгибированной смазки К-17. Таблица. Результаты коррозионных испытаний стальных хромированных образцов с пропиткой пор различными наполнителями
В работе показано, что значительное повышение защитной способности хрома достигается при пропитке покрытия гидрофобной кремнийорганической жидкостью ГФЖ.136-94. На образцах с комбинированным покрытием Хмол25Хтв100, пропитанных этой жидкостью, после двухлетних испытаний в очень жестких условиях коррозии не было, в то время как на образцах, не пропитанных жидкостью ГФЖ136-94, коррозионные разрушения были на 2—2,5 % поверхности. Основным требованием технологии пропитки является полное удаление влаги из пор. Это достигается наилучшим образом при погружении деталей в пропитывающую жидкость, нагретую до 110— 120°С. Такой нагрев помимо удаления влаги обычно снижает вязкость жидкости, облегчая заполнение ею пор. Можно также непосредственно перед пропиткой нагревать деталь до указанной температуры. Повышение защитной способности хромовых покрытий достигается также путем фосфатирования хромированных деталей с последующей пропиткой в 3—5 %-ной бензиновом растворе жидкости ГФЖ136-94. После пропитки и сушки детали прогревают при 110— 130°С в течение 45—60 мин. В области защиты от коррозии перспективным направлением является применение сплавов хрома [9]. В этом направлении представляет интерес сплав хрома с молибденом, исследованный М. А. Шлугером с сотрудниками. При содержании молибдена в сплаве 1,4 % слой сплава толщиной 0,5—0,6 мкм после испытаний в гидростате в течение 168 ч, имел на поверхности образцов одну точку коррозии, а покрытие чистым хромом такой же толщины имело 140 точек. Испытания в течение 10 сут в 3 %-ном растворе хлористого натрия также выявили значительные преимущества сплава: на образцах, покрытых хромом, коррозии подверглось 62 % поверхности, в то время, как на сплаве были только 2 точки. Ориентировочная рекомендация условии эксплуатации для разных хромовых покрытий приведена в табл., которая составлена по ГОСТ 14623—69, где не указаны условия хромирования, обеспечивающие необходимую защитную способность покрытия. Представляется, что использование современных методов повышения стойкости покрытий (увеличения толщины, пропитки, полирование до и после хромирования, микротрещиноватый хром, специальные подслои никеля) позволит расширить области применения хромовых покрытий по сравнению с приведенными в таблице. Таблица. Условии эксплуатации стальных хромированных деталей.
| ||||
www.galvantech.ru
Износостойкие покрытия хромом - Справочник химика 21
Основным потребителем хрома, молибдена и вольфрама является металлургия, где эти металлы используются при выработке специальных сталей. Как легирующий металл хром применяют для создания аустенитных нержавеющих и жаропрочных сталей и сплавов на основе меди, никеля и кобальта. Хромистые низколегированные стали (до 1,5% Сг) представляют собой материалы повышенной прочности. Инструментальные стали содержат больше хрома (до 12%), что придает им твердость и износостойкость. Содержание хрома свыше 12% обеспечивает высокую коррозионную стойкость сталей. Нержавеющие стали содержат часто кроме хрома и молибден, который увеличивает жаропрочность сталей и улучшает свариваемость. Большие количества хрома расходуются в процессах хромирования главным образом стальных изделий. Антикоррозионные и декоративные покрытия получают при нанесении хрома на подслой из никеля и меди. [c.290] Вначале кольца подвергаются обычному покрытию при режиме, обеспечивающем получение пористого износостойкого покрытия хромом в сульфатном или саморегулирующемся электролите. Затем на кольца наносится мягкое покрытие в тетрахроматном электролите. [c.105]Подготовка поверхности детали к защитно-декоративному и износостойкому покрытию хромом имеет много общего. Последовательность технологических операций следующая [c.32]
ИЗНОСОСТОЙКИЕ ПОКРЫТИЯ ХРОМОМ [c.42]
Толщина слоя при износостойком покрытии хромом в большинстве случаев составляет 0,03—0,3 мм, в отдельных случаях ее увеличивают до 1,0 мм. Как правило, слой осажденного хрома должен иметь одинаковую толщину по всей поверхности покрытия. Для достижения положительного эффекта в результате хромирования необходимы следующие условия. [c.42]
Высокая твердость, низкий коэффициент трения, жаростойкость и высокая химическая устойчивость обеспечивают деталям, покрытым хромом, высокую износостойкость даже в тяжелых условиях эксплуатации. [c.190]
При этом I, = 100-г 140 А/дм , скорость осаждения составляет 0,18-0,25 мм/ч (т , = 33-н35%) микротвердость покрытий достигает 1100 кгс/мм (при I, = 100 А/дм ), При введении в электролит МоЗг (5 — 10 г/л) износостойкость покрытий при трении скольжения (в паре с бронзами) увеличивается до значений, характеризующих износостойкость хрома в паре с чугуном. Указанные электролиты можно заливать в ваниы без дополнительной футеровки. [c.96]
Электролиты с добавками органических соединений. Органические добавки вводят с целью повыщения выхода хрома по току, повышения блеска, микротвердости н износостойкости покрытий, а Также для улучшения РС. В некоторых случаях считается, что введение органических добавок стабилизирует электролит. [c.140]
Микротвердость осадков с преобладанием связанного водорода в них (рис. И, нижняя кривая) значительно меньше микротвердости железоуглеродистых осадков. При введении 1—2 г/л лимонной кислоты в электролит (когда углерода находится в растворе 0,25—0,35%) твердый раствор углерода в железе достигает насыщения н дальнейшее повышение содержания органики не повышает микротвердости и не изменяет потенциала металла. Образование железоуглеродистого покрытия с твердостью 1100 единиц по шкале микротвердости может иметь большое практическое применение, так как в этом случае можно ожидать, что износостойкость сплава будет превышать износостойкость электролитического хрома. [c.82]
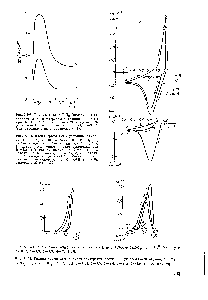
Сочетание действия плотности тока и температура оказывает большое влияние на структуру и свойства покрытий хромом (рис. 40). При повышенной температуре (65°С) в широком интервале плотностей тока получаются мягкие молочно-белые осадки. Блестящие твердые осадки хрома образуются в интервале температур 45—60 °С и при плотностях тока 2000—6000 А/м . Твердость осадков хрома возрастает с повышением температуры и плотности тока до некоторого максимума, после чего снижается. Максимум износостойкости хромового покрытия соответствует температуре электролита 45—65 °С. [c.175]
Рекомендуемые методы ремонта — хромирование и раздача пальца в горячем состоянии с последующим шлифованием и термической обработкой. Наиболее целесообразен метод пористого хромирования, так как получается хорошее износостойкое покрытие и не требуется повторной термической обработки. Толщина осадка хрома должна быть в пределах до 0,1—0,15 мм на сторону. При более толстом слое покрытие менее прочное. Перед нанесением хрома пальцы шлифуют для устранения неправильности формы. После хромирования шлифуют до установленного посадочного размера. Припуск хрома на шлифование 0,015—0.025 мм. [c.210]
Наряду с процессом получения многослойного защитно-декоративного хромирования большим успехом в промышленности пользуется так называемый процесс твердого хромирования , т. е. покрытие хромом с целью повышения поверхностной твердости п сопротивления износу трущихся частей деталей, инструмента и т. п. В ре.монтном деле твердое хромирование с успехом применяется для восстановления изношенных деталей, работающих на трение (кулачковые валики и коленчатые валы автомашин, калибры, детали измерительных приборов и т. п.). Опыт показал, что твердое хромирование увеличивает срок службы стальных изделий в несколько раз. В отличие от защитно-декоративного твердое хромирование осуществляется без нанесения промежуточных покрытий другими металлами. Толщина хромового покрытия при этом различна от тысячных долей до нескольких десятых долей миллиметра. Так, при хромировании режущего инструмента для повышения износостойкости толщина покрытия 0,.005—0,05 мм, при размерном хромировании инструмента 0,1 мм, и более. [c.176]
Методы гальванопластики позволяют создавать износостойкие покрытия на основе как твердых металлов, подобных хрому, так и мягких, подобных золоту (последние были рассмотрены ранее). Твердые покрытия могут быть применены сами по себе или в сочетании с жидкими маслами. Гальванические. методы пригодны также для получения пористых материалов. [c.264]
Детальным исследованием этого способа хромирования [211 установлены следующие условия получения износостойких покрытий из универсального электролита с высокой скоростью равномерного осаждения хрома (100—110 мкм/ч /,= 1004-120 А/дм скорость потока электро- [c.24]
К износостойкому покрытию, осажденному в размер без последующей шлифовки, предъявляются более высокие требования к качеству поверхности и равномерности толщины слоя. Поверхность должна быть гладкой на всех участках со степенью шероховатости, отвечающей условиям службы детали. Толщина хрома определяется значением занижения размеров детали перед хромированием. [c.61]
Защитно-декоративное с подслоем меди и никеля Защитно-декоративное с подслоем НИКОЛЯ Черное хромовое покрытие с подслоем меди и никеля Защитно-декоративное покрытие с подслоем меди Защитное покрытие молочным хромом Защитное износостойкое покрытие молочным и твердым хромом [c.79]
Хром был впервые электролитически получен в 1854 г. Однако промышленное значение процесс хромирования получил только в двадцатых годах текущего столетия. Первоначально хромирование применяли в декоративных целях, но уже в тридцатых годах оно стало широко использоваться для получения износостойких покрытий, а также Для восстановления изношенных частей деталей машин и станков. В настоящее время хромирование наряду с цинкованием и никелированием является одним из наиболее распространенных видов покрытий. [c.219]
Хромирование деталей машин чаш,е всего производится с целью повышения их износоустойчивости. Однако во всех специальных трудах по хромированию [1—4 и др.] в качестве основной задачи при покрытии хромом ставится задача повышения поверхностной твердости деталей. Результаты повышения износостойкости посредством хромирования при этом оцениваются как показателями твердости осадков, так и данными, получаемыми при натурных и лабораторных сравнительных испытаниях на износ хромированных и нехромированных образцов и деталей. На практике при подборе режима износостойкого хромирования часто пользуются таблицами, диаграммами и графиками, в которых параметры режима связаны с по-карателями твердости осадков [2, 3]. Исходя из этого, испытания износостойкости осадков в некоторых случаях производятся способом царапания (например, пробой набором напильников различной твердости). Широкое внедрение отечественных приборов ПМТ-2 и ПМТ-3 для измерения микротвердости позволяет ставить вопрос об оценке качества хромовых покрытий путем быстрого определения их микротвердости (так как все методы непосредственного определения износостойкости требуют большой затраты времени). [c.77]
Механическая обработка. Поверхность деталей перед защитнодекоративным покрытием хромом должна быть тщательно отполирована обычно применяемыми в гальванических цехах методами. Это в равной степени касается подслоя меди и никеля. Все недостатки полировки последних будут особенно заметны на блестящем хромовом покрытии и их удаление после хромирования практически невозможно. Перед износостойким хромирование.м поверхность детали обычно подвергается шлифованию. Шероховатость поверхности должна соответствовать / а = 0,16- 0,08, / а = 0,08- 0,04, однако для деталей, которые после хромирования подлежат шлифованию, шероховатость поверхности может быть более высокой. [c.56]
Заменой никелевым служат более тонкие покрытия белой бронзой при защитно-декоративной отделке, сплавы ннкеля с цинком, фосфором, бором, а также износостойкие покрытия хромом, композиционные покрытия на основе никеля, железа с включениими коруида и других твердых материалов [c.92]
Порошковые композиции на основе карбидов хрома и титана, разработанные в НИИ порошковой металлургии, успешно используются для плазменного и газотермического напыления термозашитных и износостойких покрытий. [c.22]
К этому типу электролитов относится и сверхсульфатный электро лит хромирования состава, г/л хромовый анждрид 200—250, серная кислота 8—10, трехвалентный хром 20—22 Этот электролит обеспечива ет получение твердых, износостойких покрытий значительной (до 1 мм) толщины [20. 23]. [c.110]
Хромирование обеспечивает нанесение покрытий, отличающихся большой твердостью, износоустойчивостью, жаростойкостью, высокой отражат. способностью, быстрой пассивацией, обусловливающей значит, коррозиоииую стойкость. Защитно-декоративные покрытия с зеркальным блеском осаждают слоем толщиной 0,25-0,5 мкм иа детали, предварительно покрытые Си (20-40 мкм) и N1 (10-15 мкм). Блестящие покрытия повышают срок службы медицинских и др. режущих инструментов с их помощью восстанавливают размеры деталей, повышают их поверхностную твердость и износостойкость. Покрытия большой толщины (до сотен мкм), т. наз. твердый хром, осаждают непосредственно на изделия без промежут. подслоя. Оии применяются для восстановления изношенных частей моторов и др. механизмов, уменьшения износа пов-стей дета- [c.500]
Механическая обработка перед хромированием наибольшее значение имеет при осаждении толстых износостойких слоев хрома. В случае, если при шлифовании возникают прижоги или шлифовочные трещины, хромовое покрытие отслаивается в местах прижогов или вообще не осаждается, а при наличии трещнн вызывает резкое снижеи е прочностн и даже разрушение детали. [c.124]
Двухслойное коррозионно-стойкое хромовое покрытие применяют в тех случаях, когда необходимо сочетать свойства высокой защитной спосоП-ности и износостойкости покрытии. Такое покрытие имеет первый слой молочного хрома и второй слой — блестящего, отличающегося высокой Твердостью и износостойкостыо. Толщина второго слоя составляет 30—50 % общей толщины покрытия [c.122]
После термической обработки в течение 1 часа при температуре 350—900° покрытие приобретает высокие износостойкие свойства. Коэффициенты трения никелевого покрытия и покрытия хромом в условиях смазки примерно одинаковы. Одинакова также их способность противостоять заеданию. Для получения пластичных покрытий, устойчивых при трении, рекомендуется термообработка при температуре 600° в течение 90 мин. [178]. По данным Гаркунова и Вишенкова [387], износостойкость покрытия никель-фосфор несколько меньше, чем хромовых покрытий, однако никелированная поверхность, трущаяся о сталь, изнашивает ее меньше, чем хромированная поверхность. Химическое покрытие никелем дуралюмина повышает его износостойкость в 6 раз. Никель-фосфорное покрытие по сравнению с хромовым имеет малую циклическую контактную прочность. Этот недостаток преодолевают, повышая прочность сцепления по> крытия со сталью. [c.113]
Хромирование и осталивание. Наибольшее распространение получили (как износостойкие покрытия) покрытия хромом и сталью электрохимическим способом. Процесс электрохимического (электролитического) наращивания основан на электролизе, т. е. способности металла осаждаться на катоде при прохождении постоянного тока через электролиты. В качестве электролита применяют при хромировании— водный раствор хромового ангидрида СггОз (150— 350 г/л) и серной кислоты Нг504 (1,5—3,5 г/л) при осталивании — водный раствор хлористого железа РеСЬ (200 г/л) и соляной кислоты НС1 (0,6—0,8 г/л). Анодами служат при хромировании свинцовые пластины с добавкой до 8% сурьмы, а при осталивании — стальные пластины из малоуглеродистой стали. Процесс хромирования ведется при температуре электролита 35—70 °С и плотности тока на катоде 15—60 А/дм и более, процесс осталивания — при температуре 60—90 °С и плотности тока 25—40 А/дм . Изменяя температуру электролита и плотность тока в процессе электролиза, можно получать (при одинаковом составе ванны) различные по свойствам покрытия с микротвердостью НУ 250—1200 для хромовых покрытий и НУ 220—770 для осталивания. Различают гладкие покрытия и пористые. Гладкие покрытия применяют для деталей, работающих в условиях неподвижных посадок, а пористые — в условиях подвижных посадок. [c.39]
Пористый хром представляет собой хромовые покрытия, на поверхности которых специально создается большое количество отдельных пор или сетка трещин, достаточно широких для проникновения в них масла. Такая сетка трещин способствует значительному улучшению, смачиваемости поверхности хрома маслом. Пористохромовые покрытия, как правило, применяютея в качестве износостойких покрытий для деталей, работающих на трение в тяжелых условиях эксплуатации при недостаточной смазке. Антифрикционные свойства пористых покрытий видны из рис. 20 (Г. С. Левицкий). [c.30]
Хромирование измерительных инструментов. Хромирование гладких калибров — пробок, калибров — скоб, концевых мер длины (плоскопараллельных плиток и др.), как правило, осуществляется в любых электролитах, дающих износостойкое покрытие при режимах, которые обеспечивают осаждение наиболее блестящих осадков. Перед хромированием производится обычное анодное активирование в течение 30 с. Толщина слоя хрома должна быть на 10—15 % больше допуска иструмента на износ. Обычно она составляет 10—20 мкм и не превышает 100 мкм (при исправлении калибров с заниженным размером). На величину рабочего слоя хрома следует уменьшить размер инструмента. При тонком слое хрома следует предусмотреть припуск на доводку, при толстом — на шлифовку и доводку. Скобы и калибры одного размера хромируются одновременно по нескольку штук Б приспособлении (рис. 43), [c.81]
Слой пены препятствует выделению брызг и хромового тумана. Таблетки хром-протект состоят из органического соединения — пенообразующего вещества и неорганического — бикарбоната натрия. Согласно данным М. А. Шлугера, химические вещества, рекомендованные зарубежными фирмами для уменьшения уноса хромового электролита, с успехом могут быть применены лишь для декоративного хромирования в связи с тем, что при получении толстых износостойких слоев хрома существует опасность осаждения хромовых покрытий с пониженными физико-механическими свойствами. [c.243]
chem21.info
Покрытия молочным хромом - Справочник химика 21
С X е м а П1. Защитно-декоративное покрытие молочным хромом изделий, изготовленных из стали и из цинковых сплавов. [c.239]Изменяя режим электролиза можно получить блестящие, матовые (серые) или молочные осадки хрома. Блестящие осадки имеют наиболее высокую твердость, хорошее сцепление с основным металлом и наименьшую хрупкость. Матово-серые осадки отличаются высокой хрупкостью. Покрытия молочным хромом имеют высокую твердость, пластичность, значительно меньшую пористость и более высокую защитную способность. [c.273]
Осадки молочного хрома получают при высоких температурах электролита (выше 65 "С) и при плотностях тока 25—30 А/дм . Покрытия молочным хромом по сравнению с другими имеют невысокую твердость, значительную пластичность, меньшую пористость и благодаря этому более высокую защитную способность. Выбор концентрации электролита осуществляется в соответствии с характером покрытия и конфигурацией деталей. Наиболее часто в промышленности применяются следующие электролиты, отличающиеся концентрацией хромового ангидрида и содержащие серную кислоту в количестве 1 % от концентрации хромового ангидрида [c.11]ПОКРЫТИЯ молочным ХРОМОМ [c.39]
Примечание. Механические свойства хромовых покрытий, полученных при следующих режимах молочного хрома при 65° С и 20 А/дм блестящего — при 59° С и 35 А/дм серого — при 45° С и 40 А/дм . Прочность сцепления хромового слоя с основным металлом при отрыве больше прочности хромового слоя при разрыве. [c.116]
Разность потенциалов пары хром — сталь довольно велика (например, около 0,5 В в 3 %-ном растворе хлористого натрия) и-, следовательно, основной металл под порами в покрытии должен подвергаться интенсивной язвенной коррозии. Для защиты от коррозии трущихся поверхностей применяют двухслойное покрытие молочный хром толщиной не менее 20 мкм и блестящий износостойкий хром необходимой толщины [20]. Существенное увеличение защитной способности хромовых покрытий достигается путем их пропитки уплотняющими составами. [c.54]
Защитно-декоративное с подслоем меди и никеля Защитно-декоративное с подслоем НИКОЛЯ Черное хромовое покрытие с подслоем меди и никеля Защитно-декоративное покрытие с подслоем меди Защитное покрытие молочным хромом Защитное износостойкое покрытие молочным и твердым хромом [c.79]
Осадки молочного хрома откладываются при высоких температурах электролиза (выше 65 ) и широком диапазоне плотностей тока. Покрытия молочным хромом, по сравнению с другими, имеют [c.16]
Для одновременной защиты деталей от коррозии и изнашивания применяют комбинированные покрытия — первый слой до 20 мкм молочного хрома, второй слой 20—100 мкм блестящего хрома. Комбинированные покрытия нашли применение в текстильном машиностроении и при защите деталей, работающих в условиях тропического климата. Примеры применения хромовых покрытий приведены в табл. 80. [c.121]
Однослойное покрытие молочным хромом. Для стальных деталей морского транспорта, подвергающихся механическому износу при одновременном действии коррозионной среды, например, морской воды, рекомендуются покрытия молочным хромом толщиной 50 мк. [c.40]
Комбинированное двухслойное хромирование. При комбинированном хромировании на детали последовательно наносят молочный хром, который обладает очень малой пористостью, и блестящий твердый хром. Пористость комбинированных покрытий хромом определяется пористостью молочного хрома, тогда как твердость комбинированных покрытий характеризуется твердостью блестящего хрома. [c.155]
Стальные изделия перед покрытием молочным хромом выдерживают в хромовом электролите 5—6 мин. для прогревания до температуры ванны и подвергают анодному декапированию при Г = 60—70°, D = 25—30 а/дм и т = 30 сек. [c.40]
Комбинированные покрытия хром молочный — хром блестящий (толщина каждого слоя 20. .. 25 мкм), полученные в универсальном электролите при температуре 70 °С и плотности катодного тока 30 А/дм с дальнейшим повышением плотности тока до 60 А/дм при температуре 50 °С, показали высокую коррозионную стойкость в растворах молочной кислоты (0,3. .. 3 %) и пищевых продуктах. Для получения пористого хрома с высокой защитной способностью предварительно получают промежуточный слой толщиной 10. .. 15 мкм при температуре 65. .. 75 °С и плотности катодного тока 80. .. 200 А/дм. Основной слой толщиной 0,01. .. 0,02 мм получают при обычном режиме пористого хромирования. [c.686]
Режимов получения беспористого хромового покрытия существует несколько. О. А. Петрова рекомендует получать молочный хром толщиной 20 мк в растворе, содержащем 250 г/л хромового ангидрида при Дк = 30 а дм и температуре 70° С. Далее следуют анодная обработка в указанном электролите при Ок = 35 а/дм в течение 30 сек., после чего получают блестящий твердый хром в электролите такого же состава при температуре 50—55° С. Первые 5 мин. хромируют при 0 = 5 а дм , следующие 5 мин. — при — 25 а д м , а затем пр и Пк = = 50 а/дм . Суммарная толщина двухслойного покрытия составляет 30—70 мк в зависимости от условий службы изделий. [c.181]
Для повышения износостойкости молочного хромового покрытия предлагается перекрывать его блестящим хромом толщиной 20— 50 мкм. [20]. С этой целью хромирование осуществляется последовательно в двух ваннах со стандартным электролитом. Первым осаждается слой молочного хрома толщиной 20 мкм при температуре 70°С и катодной плотности тока 30 А/дм . Затем деталь (не промывая) переносят в ванну с более низкой температурой электролита и наносят слой блестящего хрома при температуре 50°С и катодной плотности тока 50 А/дм-. [c.77]
Высокая стойкость хрома при нагреве позволяет использовать хромирование для защиты от окисления полированных деталей, которые необходимо термически обработать при высокой температуре. Молочный хром толщиной 8—10 мкм обеспечивает такую защиту при закалке деталей. После термообработки хром снимается анодным растворением в растворе щелочи, не содержащем хлоридов. Такое же покрытие применяется для защиты стальных деталей от цементации и нитроцементации вместо гораздо более трудоемкого и длительного омеднения. [c.77]
Детали из титана и титановых сплавов должны быть изготовлены из отожженных заготовок и хромируемая поверхность должна быть чисто обработана без прижогов. Покрытие наносится с подслоем молочного хрома толщиной 10 мкм, подвергнутого термодиффузионному вакуумному отжигу. [c.80]
В случае необходимости получения защитных хромовых покрытий применяется хромирование при повышенных температурах, при котором получаются беспористые молочные осадки. Слой молочного хрома толщиной 30—40 мк является надежной защитой от коррозии. Однако режим молочного хромирования непроизводителен, так как выход по току не превышает 10%. В связи с этим рекомендуется следующий режим хромирования. Наносятся два слоя хрома. Первый слой молочного хрома толщиной 20 мк осаждается при плотности тока 30 а/дм и температуре 70°, второй слой блестящего хрома толщиной 20—30 мк осаждается при плотности тока 55 а/дм и температуре 50°. Подобная комбинация позволяет одновременно защищать от коррозии и от механического износа, а также интенсифицировать процесс хромирования. [c.241]
Выход по току составляет примерно 30%. Скорость осаждения хрома из этих ванн очень высока и составляет около 1 мкм мин. При низких плотностях тока (10—25 а дм ) осадки мягкие, легко полирующиеся, при высоких (40—80 а дм ) — более твердые, с небольшими внутренними напряжениями. Осадки из тетрахроматных электролитов обладают практически такой же пористостью, как и молочный хром из обычных ванн. Внутренние напряжения, возникающие в покрытии, намного ниже, чем при хромировании из обычных электролитов. Рассеивающая способность этого электролита выше. В. И. Лайнер, учитывая физико-химические свойства тетрахроматных электролитов, считает, что следует говорить об их хорошей кроющей способности, однако он отмечает, что рассеивающая способность этих электролитов низкая. [c.242]
Назоне плотности тока. Покрытия молочным хромом по сравнению с другими имеют невысокую твердой ь, значительную пластичность, меньшую пористость и благодаря этому более высокую защитную способность. [c.13]
Структура. Электролитический хром отличается мелкокристаллической структурой. Наименьшими размерами обладают кристаллы блестящего хрома 0,001—0,01 мкм. Кристаллы матового и молочного хрома имеют размеры кристаллов 0,1—10 мкм. Осадки хрома характсри уклся слоистостью и образованием на поверхности характерных наростов — микросфероидов (рис. 10), которые наблюдаются при осаждении достаточно толстых покрытий (более 30—50 мкм). [c.128]
Двухслойное коррозионно-стойкое хромовое покрытие применяют в тех случаях, когда необходимо сочетать свойства высокой защитной спосоП-ности и износостойкости покрытии. Такое покрытие имеет первый слой молочного хрома и второй слой — блестящего, отличающегося высокой Твердостью и износостойкостыо. Толщина второго слоя составляет 30—50 % общей толщины покрытия [c.122]
Усталостные испытания (на базе 5-10 циклов) проводились на машинах типа УИПМ-20 конструкции ]ДНИИТМАШ на образцах диаметром 18 мм. Исследовано 12 серий усталостных образцов, по 6—8 образцов. Перед хромированием образцы доводились до окончательных размеров шлифованием с обильным охлаждением. Режимы хромирования по плотности тока и температуре обеспечивали получение блестящего или молочного покрытия. Молочное хромовое покрытие, полученное из электролитов В и С, не дало заметных отличий по степени изменения усталостных характеристик стали по сравнению с гладким хромовым покрытием, полученным из электролита А. Как видно из данных табл. 6.9, отпуск при 100°С в течение 3 ч заметно повышает предел выносливости стали, не приводя, однако, к полному восстановлению ее усталостной прочности. Отпуск при температуре 250°С в течение 2 ч либо дает мало заметное улучшение (при осадке хрома 0,03 мм), либо даже ухудшает (при осадке хрома 0,10 мм) выносливость хромированной стали. [c.263]
Электролит № 1 используется для всех видов хромовых покрытий — блестящего (по подслою никеля), твердого и молочного хрома, обладающего минимальной пористо-стостью. Содержание хрома в трехвалентной форме допускается до 6 г/л. Электролит № 2 (саморегулирующийся) содержит в своем составе труднорастворимую соль сернокислого стронция, которая, находясь в избытке, обеспечивает постоянство отношения количества хромового ангидрида к аниону 50Г. Электролит более сложен по составу, однако обеспечивает осаждение хрома с лучшей рассеивающей способностью и при более высоком выходе по току. Трехвалентный хром допускается до 10 г/л. Элек-162 [c.162]
Комбинированное двухслойное покрытие. Для того чтобы обеспечить хромовым покрытием одновременно защитные свойства и износостойкость, рекомендуется комбинированное покрытие из беспор истого молочного хрома с последующим осаждением износостойкого хрома. Нанесение покрытия в режиме молочного хромирования (температура электролита 343 К, катодная плотность тока 30 А/дм ) производят в течение 20—30 мин, при этом осаждается слой хрома толщиной около 9 мкм затем в этой же ванне после охлаждения ее до температуры 323— 328 К детали хромируются при катодной плотности тока 45—55 А/дм . Толщина хромового покрытия устанавливается в зависимости от назначения детали. [c.170]
Покрытия молочным (матовым) хромом производятся в случаях, когда необходимо обеспечить высокую стойкость к механическому износу. При увеличении толщины покрытия пористость молочных осадков хрома опижается, поэтому они хорошо защищают основной металл от коррозии. В агрессивных средах применяется молочное хромирование на толщину 50 жк в электролите следующего состава (в г/л) [c.91]
Комбинированные покрытия двухслойным хромом. Противокоррозионная устойчивость хромовых покрытий находится в прямой зависимости от их пористости. Наименьшей пористостью обладают осадки молочного хрома , получаемые при повышенной температуре. Это свойство молочного хрома позволяет применять противокоррозионное хромирование стальных изделий без подслоя, например хирургических инструментов, с осаждением слоя 6—7 мк. Для улучшения износоустойчивости предложен метод двухслойного покрытия хромом, заключающийся в осаждении блестяш,его твердого покрытия поверх молочного , беспористого, что позволяет одновременно заш,иш,ать изделия как от коррозии, так и от механического износа. Для жестких условий эксплуатации рекомендуется такой режим хромирования в стандартном электролите (250 Пл СгО.,, 2,5 Пл Н2504). Первый слой Т0ЛШ.ИН0Й 20 мк осаждается при режиме молочного хромирования плотность тока = [c.232]
Режимов получения беспори стого хромового покрытия существует несколько. О. А. Петрова рекомендует получать молочный хром толщиной 20 мк в растворе, содержащем 250 г/л хромового ангидрида при — 30 а/дм и температуре 70° С. [c.181]
Покрытие черным хромом. Черное хромирование нашло применение в приборостроении для защитно-декоративной отделки деталей, которые наряду с коррозионной стойкостью должны иметь повер.хпость, обладающую низким коэффициентом отражения света, например в различных оптических дастемах. Черные хромовые покрытия можно наносить на поверхность различных металлов. Покрытия черным хромом по сравнению с другими покрытиями черного цвета — черным никелем, оксидными или фосфатными пленками — отличаются хорошей защитной способностью, обеспечиваемой подслоем молочного или блестящего хрома, хорошей теплостойкостью и стойкостью в вакууме, а также относительно высокой износостойкостью, примерно в три—пять раз превосходящей износостойкость черного никеля, однако для работы на трение покрытие черным хромом непригодно. Для покрытия черным хромом применяются несколько электролитов. [c.75]
Молочный хром не имеет структурной пористости, однако нельзя исключить возможность образования в нем пор по причинам, не зависящим от структуры. Такими причинами могут быть неметаллические включения в основном металле, выходящие на хромируемую поверхность, неудаленные остатки загрязнений на этой поверхности, оседание инородных частиц из электролита и др. Поэтому для деталей, эксплуатирующихся в агрессивных условиях, например в морской атмосфере, целесообразно увеличить толщину покрытия до 40—50 мкм и полировать поверхность детали до и после хромирования. [c.77]
Условия электролиза для хромирования режущего инструмента рекомендуются аналогичными хромированию мерительного инструмента, ко при определен силы тока необходимо учесть, что режущий инструмент имеет поверхность с развитым рельефом и максимальная плотность тока будет на лезвиях. Необходимо подбирать силу тока таким образом, чтобы на лезвиях покрытие было бы блестящим без подгара. Такое покрытие должно соответствовать расчетной плотности тока. Обычно при такой силе тока в углублениях будет осаждаться молочный хром. [c.82]
В случае, если в процессе эксплуатации детали подвергаются нагреву, предпочтительно применение малонапряженного хрома. Если хромовые покрытия должны предохранять не только от износа, но и от коррозии, их следует покрывать молочным хромом. Для обеспечения надежной защиты деталей хромом рекомендуется поверхность их обработать по 7—8-му классу чистоты. [c.226]
Выход по току в тетрахроматном электролите составляет примерно 30%. Рассеивающая способность его выше, чем у обычных хромовых электролитов, работающих при повышенной температуре. Осадки хрома имеют твердость порядка 350—400 кПмм , легко поддаются полированию, непосредственно после электролиза получаются матовыми. Осадки из тетрахроматных электролитов обладают практически такой же пористостью, как и молочный хром из обычных ванн. Внутренние напряжения, возникающие в покрытиях, намного ниже, чем при хромировании из обычных электролитов. [c.238]
Как известно, различают два основных вида хромирования защитно-декоративное и износостойкое. Первый вид хромирования осуществляется посредством нанесения молочного хрома или многослойного покрытия, состоящего из слоев меди, никеля и хрома. Толщина слоя хрома в последнем случае бывает настолько незначительной, что не оказывает сколько-нибудь существенного сопротивления механическому износу. В качестве износостойких покрытий, как правило, применяются блестящие осадки хрома. Однако в некоторых случаях необходимо одновременно защитить изделия ка,к от коррозии, так и от механического износа. Это, в частности, требуется для рифленых цилиндров машин мокрого прядения льна. Эти цилиндры работают в очень сложных условиях, характеризующихся одновременным воздействием коррози-онио активной среды (при влажности до 100%) и механических воздействий вытягивающейся нити, крючка и ножа, применяющихся для удаления (срезания) нити, наматывающейся на рифленые тумбочки цилиндров, а также усилий со стороны нажимных валиков. [c.97]
chem21.info
Хром Виды покрытий - Справочник химика 21
Защитные покрытия. Слои, искусственно создаваемые на поверхности металлических изделий и сооружений для предохранения их от коррозии, называются защитными покрытиями. Если наряду с защитой от коррозии покрытие служит также для декоративных целей, его называют защитно-декоративным. Выбор вида покрытия зависит от условий, в которых используется металл. Материалами для металлических защитных покрытий могут быть как чистые металлы (цинк, кадмий, алюминий, никель, медь, хром, серебро и др.), так и их сплавы (бронза, латунь и др.). По характеру поведения металлических покрытий при коррозии их можно разделить на катодные и анодные. К катодным покрытиям относятся покрытия, потенциалы которых в данной среде имеют более положительное значение, чем потенциал основного металла. В качестве примеров катодных покрытий на стали можно привести Си, N1, Ag. При повреждении покрытия (или наличии пор) возникает коррозионный элемент, в котором основной материал в поре служит анодом и растворяется, а материал покрытия — катодом, на котором выделяется водород или поглощается кислород (рис. 74). Следовательно, катодные покрытия могут защищать металл от коррозии лишь при отсутствии пор и повреждений покрытия. Анодные покрытия имеют более отрицательный [c.218] С помощью электролиза можно получать покрытия в виде сплавов, содержащих такие металлы, которые не выделяются на катоде в чистом виде или выделяются с очень малыми выходами по току (например, вольфрам, молибден, рений и др.). Были разработаны условия электролитического получения сплавов вольфрам-железо, вольфрам-никель, вольфрам-кобальт, вольфрам-хром, молибден-никель и др. [c.431]Применение в технике и в других областях. Кобальт находит применение преимущественно в виде сплавов. Сталь, содержащая кобальт, обладает очень большой твердостью и употребляется для изготовления быстрорежущих инструментов. Она получает необыкновенную способность к намагничиванию. Сплав кобальта с хромом и вольфрамом дает стеллит — металл, отличающийся большой твердостью и также применяющийся для изготовления быстрорежущих инструментов. Еще тверже сплавы кобальта, хрома и молибдена. В ювелирном деле употребляют сплавы кобальта с медью и алюминием. В последнее время кобальтом стали пользоваться для кобальтирования, т. е. для покрытия других металлов с целью предохранения их от окисления — коррозии. [c.370]
Оценка внешнего вида покрытия хрома (блестящий, молочный, серый) производится визуально, толщина покрытия рассчитывается по формуле (IV, 16), выход по току — по формуле (IV, 15). [c.230]
Опыт 4. Исследовать влияние плотности тока и температуры на выход по току хрома и внешний вид покрытия. [c.49]
Независимо от вида покрытия в отверстиях, каналах и на других труднодоступных участках деталей со сложным профилем хром, как правило, не осаждается, поэтому следует применять дополнительные аноды. [c.92]
Качественные по внешнему виду покрытия получают при определенном соотношении между плотностью тока, температурой и скоростью протока. При повышении необходимо увеличить температуру и скорость протока электролита. С увеличением скорости протока и повышением температуры улучшается равномерность осаждения хрома. С увеличением /ц от 50 до 150 А/дм зернистость осадков растет, а с повышением температуры от 50 до 65°С и скорости протока от 50 до 100 см/с уменьшается. [c.96]
Защитные поверхностные покрытия металлов. Они бывают металлические (покрытие цинком, оловом, свинцом, никелем, хромом и другими металлами) и неметаллические (покрытие лаком, краской, эмалью и другими веществами). Эти покрытия изолируют металл от внешней среды. Так, кровельное железо покрывают цинком, из оцинкованного железа изготовляют многие изделия бытового и промышленного значения. Слой цинка предохраняет железо от коррозии, так как цинк, хотя и является более активным металлом, чем железо (см. ряд стандартных электродных потенциалов металлов, рис. 5.5), покрыт оксидной пленкой. При повреждениях защитного слоя (царапины, пробои крыш и т. д.) в присутствии влаги возникает гальваническая пара 2п Ре. Катодом (положительным полюсом) является железо, анодом (отрицательным полюсом) — цинк (рис. 5.10). Электроны переходят от цинка к железу, где связываются молекулами кислорода, цинк растворяется, но железо остается защищенным до тех пор, пока не будет разрушен весь слой цинка, на что требуется довольно много времени. Покрытие железных изделий никелем, хромом, помимо защиты от коррозии, придает им красивый внешний вид. [c.164]
Помимо указанных основных недостатков и неполадок, возникающих при нанесении покрытий хромом или сплавами на его основе, следует отметить влияние некоторых металлов на процесс хромирования или состав осадков. Так, сернокислый аммоний ухудшает рассеивающую способность электролита, но повышает стойкость к износу, блеск и эластичность хромовых покрытий. Углекислый кобальт несколько улучшает рассеивающую способность, но ухудшает внешний вид покрытий. [c.100]
Хром толщиной —1 мкм осаждают а) па блестящую после механической или электрохимической полировки поверхность медной фольги б) на образцах, покрытых блестящим никелем (см. работу 5). Выбор условий хромирования приведен в опыте 3. Рабочие размеры образца 2x2 см. Сравнивают внешний вид покрытия с покрытием, полученным на неполированной стали. Отражательную способность покрытий определяют с помощью фотометра (например ФМ-58). [c.46]Внешний вид покрытия оценивают визуально. Покрытие не должно иметь пор,, пузырей, наплывов, шероховатостей и волнистости. Покрытие должно быть однотонным, цвет покрытия зависит от применяемого наполнителя. В случае приме--нения окиси хрома покрытие имеет зеленый цвет. [c.341]
Современная техника моторостроения также нуждается в жаростойких материалах, устойчивых к газовой коррозии. На основе кобальта и хрома был выпущен целый ряд жаропрочных сплавов. Кобальт оказался полезным и в составе массивных магнитов. Известно и большое число кислотоупорных сплавов кобальта с медью, хромом и оловом. Кобальтовое покрытие или электролитический сплав кобальта и никеля очень устойчив, хорошо полируется и имеет красивый вид. Кобальт в настоящее время применяется и как катализатор. [c.400]
Скорость разрушения конструкций в запыленных потоках в большой мере зависит от угла падения потока на испытуемую поверхность. Испытания при 400 °С показали, что при малых углах атаки (основе никеля и карбида хрома, сплавы типа сормайт и т. п.). При больших углах атаки (45—75°), наоборот, износостойкость твердых наплавленных покрытий оказывается в 2—3 раза меньше износостойкости мягкой отожженной Ст. 45 387]. Эти различия необходимо учитывать при разработке покрытий. [c.258]
Хром был впервые электролитически получен в 1854 г. Однако промышленное значение процесс хромирования получил только в двадцатых годах текущего столетия. Первоначально хромирование применяли в декоративных целях, но уже в тридцатых годах оно стало широко использоваться для получения износостойких покрытий, а также Для восстановления изношенных частей деталей машин и станков. В настоящее время хромирование наряду с цинкованием и никелированием является одним из наиболее распространенных видов покрытий. [c.219]
Легкость окисления возрастает в ряду N1 защитное покрытие в виде инертного слоя оксида хрома. Никель защищает железо пассивно, подобно краске или олову на консервной банке. [c.547]
На никелированный таким способом алюминий можно наносить другие виды покрытий, в частности хром. [c.96]
Металлический хром находит разнообразное применение. Он входит в качестве основного легирующего компонента в состав многих важнейших видов конструкционных и нержавеющих сталей (хромистые, хромоникелевые стали). Некоторые сплавы хрома с цветными металлами (хромоникель, хромаль, фехраль и др.) являются основным материалом для изготовления нагревательных элементов лабораторных и производственных электропечей некоторых типов, бытовых электронагревательных приборов. Хром широко используется для поверхностного покрытия металлических изделий (хромирование) с целью повышения их стойкости к коррозии или для увеличения их поверхностной твердости и уменьшения поверхностного износа трущихся деталей. Хромирование применяется также для улучшения внешнего вида изделий и в других целях. [c.142]
Принцип получения металлического покрытия из газа совсем не сложен. Деталь помещают в камеру, подают туда пары карбонила и доводят температуру до точки разложения карбонила. В результате вся поверхность оказывается покрыта тонкой, но прочной пленкой никеля, хрома или молибдена, причем летучие пары проникают во все отверстия и закоулки, так что подобным образом можно металлизировать детали сколь угодно сложной формы, обеспечить им повышенную стойкость к коррозии и красивый внешний вид. [c.133]
Защитить железо от коррозии никелированием можно лишь при наличии сравнительно толстых покрытий, поэтохму в практике широко развито никелирование железа с промежуточным подслоем меди. Иногда применяется комбинированное покрытие первый слой — никель, промежуточный слой — медь из меднокислой ванны и последний слой — никель. Лишь в некоторых случаях необходимо покрывать железо никелем без подслоев меди (например, таким способом никелируют хирургический инструмент, ибо продукты коррозии меди ядовиты также поступают с клише и стереотипами для полиграфического производства с целью получения повышенной поверхностной твердости). Как правило, для защиты никелевых покрытий от механических повреждений и сохранения декоративного вида покрытия на более длительный срок, поверх никеля электролитичеоки осаждают тонкий слой хрома. Для защиты от коррозии в атмосферных условиях суммарная толщина комбинированного покрытия при никелировании составляет 25—30 ц, а для изделий, работающих в жестких условиях, — 45р.. Толщина наружного слоя никеля не должна быть менее 12—15 [c.275]
КЭП с повышенной коррозионной стойкостью получают в том случае, если матрицей служит никель. Это в первую очередь тонкие покрытия, содержащие включения электрохимически нейтральных веществ, обеспечивающих на последующем, завершающем хромовом покрытии множество мельчайших пор. Эти поры способствуют равномерному распределению очагов коррозии на поверхности и предупреждают проникновение коррозии в глубь покрытия. Крупных очагов коррозии, проникающих до основы (сталь) и дающих ржавые пятна, в этом случае не наблюдает-ся . Другой вид покрытий с повышенной химической стойкостью — никель — палладийВ нем частицы палладия (содержание его играет роль катодного протектора. При анодной поляризации это покрытие пассивируется по известному принципу анодной защиты Покрытия, легко пассивирующиеся в окислительных средах, могут быть созданы внедрением и других, более дешевых, чем палладий, катодных присадок (Си, А , графит, электропроводящие оксиды металлов, например Рез04, МпОг) в матрицы никеля, кобальта, железа, хрома [c.56]
По данным Ленинградского вагоностроительного завода им. И. Е. Егорова, при получении окрашенных декоративных покрытий во взвешенном слое из порошка поливинилбутираля количество пигментов составляло 1—5% от массы полимера отдельные пигменты добавляли в большем количестве Хорошие по внешнему виду покрытия получались при применении фталоцианино-вого синего или зеленого в количестве 1%, ультрамарина — 1 — 3%> кадмиевого красного — 2—3%, свинцово-молибдатного крона— 3—5%, окиси хрома—1—5%, бокситов — 2—6%, двуокиси титана—15—20%. В табл. 42 приведены рецептуры цветных покрытий из поливинилбутираля и их цветовые характеристики, определенные на электрофотокалориметре/ КНО-3. [c.206]
Из всех известных в настоящее время металлов больще половины можно О саждать на другие металлы электролитическим способом. Практически осуществляют гальваиичеекие покрытия не менее чем 10— 15 металлами, в том числе больше всего цинком, никелем, медью, хромом, оловом, кадмием, свинцом, серебром и железом. Менее распространены покрытия платиной, родием, палладием, кобальтом, марганцем , мышьяком, индием, ртутью. Покрытия такими металлами, как галлий, нио бий, вольфрам, молибден и рений, в гальванической практике широкого применения не имеют. За последнее время были о саждены электролитически такие виды металлов, как уран, плутоний, актиний, полоний, цезий, торий, а также германий. Получили значительное практическое применение различные тюирытия сплавами, в том числе сплавами олово-цинк, олово-никель, олово-свинец, никель-кобальт, золото-медь и другими. Почти все применяемые виды покрытий можно разбить по их назначению на следующие группы защитные, защитно-декоративные к специальные покрытия. [c.11]
Оценка внешнего вида покрытия хрома (блестящий, молочный, серый) производится визуально, толщина покрытия рассчитывается по формуле (IV.16), выход по току — по формуле (IV.15). Пористость покрытия может быть определена методом цветных индикаторов. Цветным индикатором на железо является раствор, содержащий 10 г/дм Кз[Ре(СЫ)б] и 20 г/дм Na l. Фильтровальная бумага, смоченная таким раствором, накладывается на поверхность хромированного образца, предварительно протертого пастой, известью и тщательно промытого водой. Появление синих точек на фильтровальной бумаге указывает на наличие пор в покрытии. По данным опытов и расчетов составляют таблицу по форме [c.320]
Борьбу с этим очень опасным видом коррозии ведут а) применяя металлы, менее склонные к коррозионному растрескиванию (например, малоуглеродистую сталь, содержащую 0,2% С, с фер-рито-перлитной структурой) б) используя коррозионностойкое легирование (например, сталей хромом, молибденом) в) проводя отжиг деформированных металлов для снятия внутренних напряжений (например, отжиг деформированных латуней) г) создавая в поверхностном слое металла сжимающие напряжения (например, путем обдувки металла дробью или обкаткой роликом) д) тщательной (тонкой) обработкой поверхности для уменьшения на ней механических дефектов е) проводя обработку коррозионной среды (например, питательной воды котлов высокого давления) ж) вводя в электролит замедлители коррозии з) нанося защитные покрытия [c.335]
Покрытия сурьмой могут для отдельных изделий заменить хромо к покрытия. Покрытия сурьмой, как и хромом, сохраняют свой блеск (не тускнеют). Осадки толщиной 25 м/с образуются вязкими, полублестя ШИ, беспористыми. Они выдерживают значительные деформации изгиба. Покрытия висмутом имеют серебристо-матовый оттенок. Плотные вязкие, прочно сцепляющиеся с основным металлом. Практически беспо 1ГИСТЫМИ покрытия становятся при толщине 5 мк. Со временем осадки виста темнеют, приобретая вид вороненой стали. [c.67]
В первую очередь было предпринято исследование системы хром—стекло 366 в виде покрытия на Ст.З. Из смеси порошков стекла и хрома готовились водные суспензии — шликеры. В качестве добавки, предотвращающей оседание частиц, применялся бентонит. Помол шликеров производился до прохождения без остатка через сито 10 ООО отв см . Температура обжига покрытий колебалась в пределах 1200—1300° С. Обжиг осуществлялся в нейтральной атмосфере (аргон). В табл. 40 приведены некоторые свойства стеклохромовых покрытий. [c.317]
Новые ванны цинкования. Кроме уже упоминаемой низкоцианидной ванны уже много лет известны бесцианидные щелочные ванны, содержащие несколько граммов оксида цинка и несколько десятков граммов едкого натра в 1 л ванны. Но из-за непривлекательного вида покрытий промышленное внедрение этих ванн сдерживается. Известны разработки, в которых предусмотрено применение щелочных ванн в промышленных условиях, возможное в результате применения органических добавок, улучшающих структуру покрытий и позволяющих проводить цинкование. Чрезвычайно широко применяют слабо-кислые ванны, дающие весьма красивые покрытия, напоминающие декоративный хром. Это были кислые аммо-нийхлоридные ванны, создающие определенные трудности при очистке сточных вод. Затем их улучшили, заменив хлориды аммония хлоридом кальция. [c.97]
В настоящее время имеются методы осаждения в виде покрытий 12 металлов (см. табл. 6) в основном это элементы групп железа, меди и платины. В литературе, особенно патентной, описано получение химическим путем покрытий хромом, кадмием. Однако в этих случаях возникают некоторые сомнения относительно характера таких процессов. Так, все попытки реализовать автокаталитнческий процесс восстановления хрома, описанный в ряде патентов, оказались безуспешными. С помощью растворенных восстановителей не удается вообще восстановить ионы хрома до металла из водных растворов возможно только контактное осаждение хрома при использовании алюминия. Для кадмия описаны лишь методы осаждения на металлы однако в таком случае не исключена возможность иммерсионного осаждения покрытия — восстановления за счет растворения металла основы. Поэтому автокаталитнческий характер подобных процессов должен быть доказан путем осаждения покрытия на тот же металл или на инертную подложку диэлектрика. [c.58]
Если процесс электроосаждения ингибируется, то металл покрытия становится более твердым, менее пластичным и увеличивается его временное сопротивление. Твердость металлических покрытий, полученных из кислых растворов аквокатионов, возрастает при повышении pH примерно до значения, при котором происходит осаждение гидроокиси. Одновременно осаждающаяся окись действует как добавка, способствуя образованию мелкозернистых твердых покрытий. Твердые никелевые покрытия, применяемые в машиностроении, получают в ваннах с высоким значением pH. Многие другие металлы также могут быть нанесены в очень твердой форме электроосаждением из ингибированных ванн, но такие покрытия склонны к охрупчиванию под действием высоких внутренних напряжений, так что реальный предел прочности на растяжение для таких покрытий трудно определить. Пластичность непрерывно падает с повышением твердости, поэтому покрытие становится все более чувствительным к повреждению при ударных воздействиях, понижая тем самым свои защитные свойства в случае, если оно является катодом по отношению к подложке. Некоторые случаи применения гальваностегии рассчитаны на получение необычайно твердых износостойких видов покрытий из коррозионно-стойких металлов. Тонкие покрытия хрома и никеля часто наносят на изделия из стали с целью одновременного достижения высокой стойкости к износу и к коррозии. Толстые, или машиностроительные, гальванические хромовые покрытия постоянно растрескиваются в процессе электроосаждения, но тут же вновь зарастают, так что ни одна из трещин не проходит насквозь через все покрытие. Толстые хромовые покрытия практически не обладают пластичностью и вследствие наличия в них дефектов структуры имеют низкую эффективную прочность. Эти покрытия лучше служат на жестких подложках. [c.353]
ГЛАЗУРЬ (нем. Glas — стекло) — тонкое стекловидное покрытие на керамических изделиях, получаемое нанесением на поверхность изделия кремнезема и глиноземно-щелочных силикатов и оксидов металлов с последующим обжигом в печах при температуре до 1400° С. Глазурованные керамические изделия водонепроницаемы, устойчивы против действия кислот и щелочей, имеют привлекательный внешний вид. Сырьем для изготовления Г. служат кварц, полевой шпат, карбонаты кальция или магния, каолин, сода, поташ, селитра, бура, хлорид натрия, свинцовый сурик и др. Для окрашивания Г. в их состав вводят оксиды или соли кобальта, меди, хрома, марганца, железа и др., которые при сплавлении растворяются в Г. с образованием окрашенных силикатов. Для получения Г. белого цвета добавляют 5—10% криолита, диоксида олова или циркония. [c.76]
Никель мало устойчив в атмосфере промышленных районов. При этом покрытия теряют зеркальный вид, отражательную способность (тускнение) вследствие образования пленки основного сульфата никеля И, 2]. Для предотвраш,ения потускнения на никеле электролитически осаждают очень тонкий (от 0,0003 до 0,0008 мм) слой хрома. Такое покрытие иногда называют хромовым, хотя на самом деле в основном оно состоит из никеля. [c.189]
Окисление паров бензина растворителя БР-2 в пластинчатом модуле с катализаторным покрытием на основе щихты оксидного медно-хромобариевого катализатора и алюмохромофосфатного адгезива пoкaзaJЮ, что зависимость константы скорости реакции окисления паров БР-2 от температуры, как и при окислении остальных рассмотренных примесей органических веществ, описывается уравнением Аррениуса (рис. 5.5), причем энергия активации реакции окисления в среднем составляет 19,4 кДж/моль и довольно близка к ее расчетным значениям для иных видов катализаторных покрытий, содержащих оксиды меди и хрома (табл. 5.6). [c.173]
Другим интересным применением электролиза является покрытие металлов. Если, например, в только что описашюй электролитической ячейке вместо меди сделать катодом какой-либо другой металл, в процессе электролиза на нем будет образовываться медное покрытие. Покрытие одного металла другим в электролитической ячейке называется электропокрытием (электроосаждением). Предмет, на который хотят нанести покрытие, делают катодом в электролитической ячейке. Металл, который наносят на. яругие поверхности, делают анодом, как показано на рис. 19.14. Электропокрытие защищает различные предметы от коррозии и улучшает их внешний вид. Многие наружные части автомобилей, например бамперы и дверные ручки, электролитически покрывают хромом. [c.227]
chem21.info
| Твердость. Твердость хрома, в основном, зависит от температуры электролита и плотности тока. Различные виды хромовых покрытий имеют следующие значения твердости, МПа: блестящий и серебристо-матовый — 7500—11000; молочный — 5400-6000; серый — 3500—4000; отожженный хром—3500—4000. Наиболее твердые хромовые покрытия значительно превышают по твердости закаленные (5000 МПа) и азотированные (7500 МПа) стали. Нагрев хромового покрытия уменьшает его твердость, причем до 250—300°С это снижение незначительно. Прочность. Прочность покрытий характеризуется такими их показателями, как модуль упругости, предел прочности, сцепление с основой. Значения этих показателей для основных видов хромовых покрытий, установленные Н. Н. Давиденковым и Ф. Ф. Витманом по разработанной ими методике, приведены в табл. 11. Следует отметить, что хотя с увеличением толщины слоя прочность хромовых покрытий уменьшается, однако в практике хромирования это обычно не учитывается. При современных нормах нагрузки на трущиеся поверхности детали, покрытые для восстановления размеров слоями хрома большой толщины, работают надежно, если были соблюдены режимы подготовки и хромирования и применено шлифование покрытия. Необходимо иметь в виду, что сопротивление хрома сосредоточенным большим нагрузкам в значительной мере определяется прочностью основного металла. На мягком основании, которое неспособно выдержать местные высокие давления, хромовое покрытие продавливается вместе с основным металлом. При достаточно прочном основном металле хромовое покрытие способно выдержать значительные усилия, нормальные к его поверхности. Контактная прочность хромового покрытия па закаленной стали (воздействие на небольшом участке поверхности) при качательном движении составляет 1400 МПа. Прочность хромовых покрытий при касательных усилиях, сосредоточенных на небольших участках, сравнительно мала. Этим в большинстве случаев объясняются разрушения хромовых покрытий на трущихся поверхностях, если поверхность хрома неровная (наличие шишковатости, отклонения от правильной геометрической формы) или между трущимися поверхностями попадают твердые частицы, вызывающие задиры. Прочность сцепления хромового покрытия с основным металлом (сталью, чугуном) выше прочности слоя хрома, поэтому оказались неудачны все попытки оторвать хромовые покрытия от основного металла по границе раздела. При достаточно высоких усилиях всегда происходит разрушение покрытия. Исследования, проведенные И. Я. Рюгорадом, показали, что после разрыва хромированного образца при прочном сцеплении покрытия происходит осыпание хрома в виде мелких частичек, а па микрофотографии поперечного шлифа шейки образца виден оставшийся тонким слои хрома, прилегающий к основе. Такое прочное сцепление обусловлено выполнением наиболее важной операции подготовки детали — анодного активирования в хромовом электролите. При растяжении стального образца, хромированного без анодного активировании, хром полностью отслаивается на границе с основным металлом. При шлифовании такое покрытие отслаивается. При использовании электролитов, работающих при низких температурах, для улучшения сцепления покрытия с основой деталь предварительно электрохимически травят в смеси серной и фосфорной кислот или применяют гидропсскоструиную обработку. Пластичность. Пластичность электролитического хрома существенно зависит от режима хромирования. Хрупкие осадки хрома (блестящие и матовые) характерны для низких температур электролита и высоких плотностей тока.
Таблица. Механические свойства электролитического хромового покрытия.
Более пластичные покрытия получаются при высоких температурах н низких плотностях тока (молочные осадки). Блестящие, матовые и молочные осадки хрома выдерживают без разрушения упругие деформации основного металла, стали. По уже при небольшой пластической деформации блестящие и матовые осадки растрескиваются. Молочные осадки в этих условиях не разрушаются. Пластичность хрома определяется обычно по массе разрушенного покрытия после осевой деформации хромированных цилиндрических образцов (диаметр 10 мм, длина 15 мм). Деформация производится па 1/3 длины образца. Разрушение покрытия характеризуется отношением потери массы покрытия посте деформации в процентах к первоначальной массе хрома (чем больше эта потеря массы, тем покрытие более хрупко). Этот метод применим только в тех случаях, когда есть уверенность в падежном сцеплении покрытия с основой. При нагреве хромовых покрытий их хрупкость уменьшается и при 600°С делается одинаковой для разных видов покрытий. Антифрикционные свойства. Большая твердость и особая гладкость хромовых покрытий обусловливают их хорошие антифрикционные свойства: низкий коэффициент трения и высокую износостойкость. Сравнительные данные о коэффициенте трения хромовых покрытий и других металлов, полученные В. И. Архаровым с сотрудниками, приведены в табл. Коэффициент трения определялся по схеме, имитирующей работу вала в подшипнике. Коэффициенттрепня хрома по чугуну, бронзе и баббиту в два-три раза ниже, чем у закаленной стали. В условиях ограниченной подачи смазки коэффициент трения пористого хрома по чугуну в 1,6 раза меньше, чем для гладкого хрома. Низкий коэффициент трения и высокая твердость хрома позволяют с успехом применять его для исключения задиров при трении вязких, склонных к схватыванию материалов (нержавеющих сталей, титановых сплавов и др.). Этими же свойствами определяется высокая износостойкость хромового покрытия, которая зависит от режима хромирования и условий работы трущихся пар (прирабатываемости, обеспеченности смазкой, давления и относительной скорости). При правильно выбранных условиях хромирования и эксплуатации хромированных деталей износостойкость стальных деталей после хромирования возрастает в три — пять раз. В ряде работ приводятся различные значения температуры электролита и плотности тока, обеспечивающие оптимальную износостойкость хрома. Такое различие, по-видимому, связано с разными механизмами износа хрома при разных методах испытаний на износостойкость. Поэтому значения, полученные при каждом методе испытаний, должны рассматриваться как сравнительные, относящиеся только к данному методу. Эти значения большей частью нельзя непосредственно переносить на трущиеся пары с иными условиями трения. При массовом хромировании однотипных деталей целесообразно уточнить режим их .хромирования, обеспечивающий наибольшую износостойкость. Такое уточнение следует произвести путем эксплуатационных испытаний деталей, хромированных при разных режимах. Износостойкость хромового покрытия связана с его твердостью сложной зависимостью, характеризующейся наличием максимума. Максимальному значению износостойкости в данном случае отвечает твердость покрытия примерно 10000 МПа. Показатель износостойкости снижается как при меньших, так и при больших значениях твердости. Такая зависимость может быть объяснена тем, что при возрастании твердости хрома увеличивается прочность его зерен, но до максимума изностойкости она остается ниже прочности сцепления зерен между собой. Поэтому при износе происходит только истирание зерен без их выкрашивания. После достижения максимумапрочность зерен хромового слоя начинает превышать прочность их сцепления между собой и возникает выкрашивание отдельных зерен, обусловливающее повышение износа хрома. При таком механизме влияния твердости следует ожидать, что на оптимальную твердость должны оказывать влияние условия трения.
Износостойкость хромовых покрытий в значительной степени зависит от их прирабатываемости. При недостаточно хороших условиях для приработки (местной шишковатости покрытия, неравномерной нагрузке на его поверхность и др.) возможны схватывания и задиры трущихся поверхностей. Для улучшения прирабатываемости, кроме устранения указанных недостатков, рекомендуют сопряженную с хромом деталь оксидировать или фосфатировать, а деталь, покрытую пористым хромом, электролитически покрывать тонким слоем олова. Высокая износостойкость хромовых покрытий полностью реализуется при трении по стали и чугуну. Имеются данные, что в паре с алюминиевыми сплавами и алюминиевыми бронзами при недостатке смазки хромовые покрытия изнашиваются значительно больше, чем по стали и чугуну.
| ||||||
www.galvantech.ru
Черное хромирование - Справочник химика 21
Для защитно-декоративных целей применяют также покрытия черным хромом , обладающие более высокой коррозионной и износостойкостью, чем обычные блестящие. Черный хром уменьшает отражение света пов-стью на 90%. Для черного хромирования используют р-ры хромовой к-ты с добавками уксусной к-ты, оксалата железа, ванадата аммония и др. [c.500]| Таблица 97. Составы и режимы для электролитов черного хромирования |  |
Черное хромирование. Для получения хромового покрытия черного цвета деталь, хромированную обычным способом, обрабатывают в растворе следующего состава и режима работы [c.138]
Ниже приведены составы н режимы работы электролитов черного хромирования [23, 44]. [c.119]
Выход 1ю току Б электролитах черного хромирования достигает всего 2—3 % Электролит черного хромирования приготовляют так же, как и другие растворы хромирования, и прорабатывают электрическим током из расчета 10—20 А-ч/л [c.119]
Электролиты для черного хромирования отличаются тем, что в их составы вместе с хромовым ангидридом входят специальные добавки. Черное покрытие наряду с металлическим хромом содержит его оксиды, причем образующаяся чрезвычайно развитая мелкодисперсная поверхность определяет цвет покрытия. [c.320]
Для приготовления электролита черного хромирования взятые компоненты растворяют в воде. В раствор хромового ангидрида при перемешивании добавляют раствор уксуснокислого бария и азотнокислого натрия. При составлении электролита учитывают, что фтористоводородную или борную кислоту в растворы вводят в последнюю очередь. Приготовленные электролиты прорабатывают под током (5 —10 А ч). [c.256]
Составы некоторых электролитов для черного хромирования приведены в табл. 15. [c.139]
В промышленности применяют также пористое хромирование и черное хромирование. Хромирование алюминия осуществляется путем осаждения хрома на подслой меди, никеля или цинка. Нанесение промежуточных слоев под хром может производиться как химическим, так и гальваническим путями. [c.224]
Разновидностью обычного хромирования является черное хромирование, имеющее очень ограниченную область применения. Оно стойко в вакууме и термостойко, по новым данным, до 500° С. Электролиты для черного хромирования должны быть свободны от неорганических кислот. Часто применяется уксусная кислота. По последним данным, некоторые преимущества дают добавки солей никеля или ванадия [34а]. [c.701]
Черное хромирование применяется для покрытия деталей оптических систем и деталей, которые должны иметь хорошую теплоотдачу в пространство (радиаторы). [c.170]
Для получения твердых и износостойких покрытий черного цвета (для декоративной отделки или понижения коэффициента отражения) применяют черное хромирование из электролита следующего состава [c.90]
Черное хромирование. Хромовое покрытие черного цвета осаждается непосредственно на сталь или на предварительно хромированные в обычном электролите детали, что повышает коррозионную устойчивость покрытия. [c.237]
Электролит для черного хромирования имеет такой состав (в Пл) [c.237]
Электролиты и режимы черного хромирования [c.154]
Черное хромирование. Для декоративной отделки деталей, а также для получения износостойкого черного покрытия, поглощающего свет, что особо важно для деталей оптических систем, производят хромирование в электролитах, представленных в табл. 76. [c.155]
Черное хромирование применяется для деталей, которые должны иметь поверхность, обладающую низким коэффициентом отражения света. В связи с низкой коррозионной стойкостью черного хрома на детали предварительно наносят слой никеля или хрома требуемой толщины, после чего помещают их в электролит для черного хромирования. Применяемые для этой цели электролиты не должны содержать серной кислоты. [c.241]
Для черного хромирования можно рекомендовать электролит следующего состава [c.241]
Получаемые в этом электролите осадки хрома имеют глубокий черный цвет. Для черного хромирования может быть применен также следующий электролит [c.242]
Получаемые в этом электролите осадки хрома отличаются глубоким черным цветом. Черные осадки состоят из хрома и его окислов. По литературным данным, осадки, полученные из электролитов с уксусной кислотой, содержат 75% металла и 25% окислов. Для черного хромирования может быть применен также следующий электролит [c.244]
Черное хромирование. Этот вид покрытия применяют главным образом для хромирования излучающих тел в инфракрасных излучателях, в оптических приборах п т. д. [c.179]
Для декоративной отделки, а также для специальных целей (например, понижение коэффициента отражения света) применяются также черные осадки хрома. В электролитах для черного хромирования не допускается наличие сульфатов, а в качестве добавок вводят ЫаКОз, НВ 4, СИдСООН, НаЗеОз. [c.198]
Покрытие черным хромом обладает хорошей износостойкостью и термостойкостью. Толщинг его составляет 1,5—2 мкм. Один из электролитов для черного хромирования имеет следующий состав (в г/л) СгОз — 300—350, NaNOs —5—7, Ва(СНзСОО)2 —7—10, Н3ВО3—12—15. Температура 30—40°С, плотность тока 40—800 А/м . К электролитам хромирования для снижения потерь электролита и улучшения условий труда часто добавляют препарат хромин, который, снижая поверхностное натяжение, облегчает выход пузырьков газа с минимальным уносом электролита. [c.320]
Электролиты для черного хромирования. Хромовые покрытия черного цвета обладают высокой защитной способностью и широко испачьзуются для нанесения защитно-декоративных и специальных слоев на различные детали машиностроительных и приборостроительных отраслей промышлеи-иости, медицинский инструмент, панели и т. д. [c.138]
Детали, неработающие в вакууме и при повЬ1щенных температурах, после черного хромирования пропитывают индустриальным маслом. Черные покрытия хромом осаждают на такие металлы (или покрытия) как хром, медь, никель, серебро, олово, цинк и их сплавы. [c.95]
Хромовые покрытия, полученные из электролита IV. примерно в 2 раза мягче, чем нз электролитов 1—111 (ЗОСУ—400 кг/Л1А 2 по Бри-нелю). Электролит обладает более высокой рассеивающей способностью. Электролит V применяется для черного хромирования. Вместо уксусной кислоты вводят селенистую кислоту, молибденовую кислоту. азотнокислый натрий, вана-дат аммония [c.949]
Составы влектролитов (г/.ч) для черного хромирования и режимы осакденнл [c.139]
Покрытие черным хромом. Черное хромирование нашло применение в приборостроении для защитно-декоративной отделки деталей, которые наряду с коррозионной стойкостью должны иметь повер.хпость, обладающую низким коэффициентом отражения света, например в различных оптических дастемах. Черные хромовые покрытия можно наносить на поверхность различных металлов. Покрытия черным хромом по сравнению с другими покрытиями черного цвета — черным никелем, оксидными или фосфатными пленками — отличаются хорошей защитной способностью, обеспечиваемой подслоем молочного или блестящего хрома, хорошей теплостойкостью и стойкостью в вакууме, а также относительно высокой износостойкостью, примерно в три—пять раз превосходящей износостойкость черного никеля, однако для работы на трение покрытие черным хромом непригодно. Для покрытия черным хромом применяются несколько электролитов. [c.75]
Покрытие черным хромом с успехом применено для защитно-де-коративной отделки стволов охотничьих ружей. Атмосферные коррозионные испытания, проведенные в районе Батуми, показали, что при ранее применявшемся оксидировании с использованием ржавого лака уже после 24 ч испытаний появились первые признаки коррозии, а образцы, покрытые черным хромом, не изменились после испытаний в течение месяца. Тамбовский завод гальванического оборудования изготовил автоматическую линию для черного хромирования стволов охотничьих ружей с источником тока ВАКГ—6/12 3200/1600. [c.76]
chem21.info