Как проводят хромирование в домашних условиях. Хром покрытие
технология химического и гальванического хромирования металла
 Хромирование — это ряд процессов диффузионного насыщения поверхностей металлических заготовок с помощью хрома, в результате чего они обретают зеркальную поверхность. В официальной литературе такую технологию также называют «металлизацией». Однако последнее название, скорее всего, обобщает все способы изменения характеристик поверхности металлических и неметаллических предметов с помощью тонкого металлического слоя.
Хромирование — это ряд процессов диффузионного насыщения поверхностей металлических заготовок с помощью хрома, в результате чего они обретают зеркальную поверхность. В официальной литературе такую технологию также называют «металлизацией». Однако последнее название, скорее всего, обобщает все способы изменения характеристик поверхности металлических и неметаллических предметов с помощью тонкого металлического слоя.
Освоив технологию хромирования, вы сможете проводить ряд уникальных работ в домашних условиях. Это позволит вам поменять внешний облик мотоцикла или автомобиля, а также изготовить множество стильных и современных вещей, например: ручки для шкафов или дверей, подставки, крепежные элементы, карнизы, кашпо и другие декоративные изделия, которые превратят ваш интерьер в нечто невероятное.
Краткое описание процесса
 И хоть стандарты современной жизни диктуют свои правила, люди по-прежнему с особым интересом относятся к красивым и блестящим вещам, как это делали их предки много столетий назад. Изящные детали кузовов транспортных средств, блестящие изделия в ванных комнатах и кухнях, оригинальные статуэтки и яркие покрытия домов — всё это пользуется очень большой популярностью, поэтому спрос на хромирование деталей неуклонно растёт.
И хоть стандарты современной жизни диктуют свои правила, люди по-прежнему с особым интересом относятся к красивым и блестящим вещам, как это делали их предки много столетий назад. Изящные детали кузовов транспортных средств, блестящие изделия в ванных комнатах и кухнях, оригинальные статуэтки и яркие покрытия домов — всё это пользуется очень большой популярностью, поэтому спрос на хромирование деталей неуклонно растёт.
В настоящее время практикуется несколько способов металлизации заготовок. Среди них:
- Оцинкование;
- Покрытие хромом;
- Покрытие алюминием.
Использование цинка положительно сказывается на антикоррозийных свойствах стальных и металлических заготовок, в результате чего их эксплуатационный срок стремительно растёт.
Алюминий также улучшает антикоррозийные свойства, поэтому его наносят на оборудование, которое вынуждено работать в температурном режиме до 900 градусов Цельсия. В числе таких приборов — детали и механизмы для добычи нефтяных продуктов и перекачки газа, комплектующие печных систем, а также множество других изделий.
Что касается покрытия хромом, то такая методика является хорошим способом создания красивых декоративных покрытий, позволяющая скрыть все производственные дефекты и придать изделию более изящный вид. К тому же хромирование улучшает ряд эксплуатационных характеристик, а именно:
 Улучшает антикоррозийные свойства;
Улучшает антикоррозийные свойства;- Увеличивает твердость металла;
- Улучшает защитные характеристики от эрозии;
- Повышает жаропрочность;
- Улучшает износостойкость;
- Делает внешний вид изделия более привлекательным;
- Позволяет создавать качественные покрытия с заданными параметрами.
Особенности технологии
Нанесение хрома на металлические заготовки принято называть химическим хромированием. Технологию применяют для улучшения декоративных и функциональных свойств металлических изделий. Сам процесс может выполняться посредством следующих методик:
- Гальванический метод.
- Химический.
- Посредством напыления.
Если говорить о нанесении хрома на поверхность заготовки с помощью первого метода, то это можно делать двумя путями: диффузным и электролитическим. Чтобы вводить обе разновидности гальваники, нужно запастись специальными резервуарами с кислотоупорным покрытием и водяными рубашками.
Электролитическое хромирование построено на принципе электролиза металлов. В процессе обработки электрический ток подаётся через электролит, представленный в виде специального раствора из солей хрома, кислоты или щелочи. По мере прохождения тока выделяются катионы хрома. В итоге они остаются на обрабатываемой поверхности.
Средние параметры хромирования гальваническим методом выглядят следующим образом:
 Хромовый ангидрид 250 г/л.
Хромовый ангидрид 250 г/л.- Серная кислота — 2,5 г/л.
- Температурные показатели — 50 градусов Цельсия для декоративной обработки, и 55−60 градусов Цельсия для улучшения функциональных качеств.
- Плотность тока — 25 А/дм2 для декоративной обработки, а также 60 А/Дм2 для достижения функциональных свойств.
Чтобы выполнить качественную гальванику, нужно правильно подобрать температуру электролита и плотность тока. Такие параметры оказывают влияние на внешний вид и функциональные свойства нанесенного слоя.
Не забывайте, что любое увеличение температуры снижает выход хрома по току, а увеличение плотности действует противоположным образом.
При низкой температуре и постоянной плотности тока получаемое покрытие становится серым. Если плотность тока не меняется, а температуры остаются высокими, это позволяет получить молочный оттенок.
Диффузный метод гальванической обработки
 Применять метод термической обработки стали с помощью хромирования, что положительно сказывается на эксплуатационных свойствах поверхности, придавая материалу прочность, твердость, вязкость, износостойкость, упругость, жаро- и коррозийную стойкость. При соблюдении определенного температурного режима, поверхность конкретной заготовки поддаётся воздействию реагентов, а посредством диффузии происходит насыщение поверхностного слоя хромом. Диффузионная обработка незаменима при нанесении на поверхностный слой кремния, углерода, азота и алюминия.
Применять метод термической обработки стали с помощью хромирования, что положительно сказывается на эксплуатационных свойствах поверхности, придавая материалу прочность, твердость, вязкость, износостойкость, упругость, жаро- и коррозийную стойкость. При соблюдении определенного температурного режима, поверхность конкретной заготовки поддаётся воздействию реагентов, а посредством диффузии происходит насыщение поверхностного слоя хромом. Диффузионная обработка незаменима при нанесении на поверхностный слой кремния, углерода, азота и алюминия.
Термическое хромирование с помощью порошков подразумевает применение смесей, которые состоят из феррохрома и шамота. Подобный состав принято называть солянок кислотой. Ещё одна разновидность диффузной обработки заключается в конденсации паров хрома.
Химическое хромирование
При выполнении химической обработки применяется ряд следующих реагентов:
- Хлористый хром;
- Гипофосфат натрия;
- Лимоннокислый натрий;
- Уксусная ледяная кислота;
- Двадцатипроцентный раствор едкого натра;
- Вода h3О.
При проведении реакции выдерживается температурный показатель 80 градусов Цельсия. Перед тем как нанести хромовое покрытие на стальную заготовку, они предварительно покрываются слоем меди. В итоге заготовки моют в воде и тщательно высушивают. Используя раствор кислощелочного происхождения, проводят химическую металлизацию диэлектриков.
Кроме этого, в современном мире широко распространен ещё один тип химической металлизации — вакуумное хромирование или PVD-процесс. Метод обеспечивает комплексную конденсацию паров хрома на поверхностном слое заготовки. Это происходит в специальных вакуумных камерах, где металл нагревается до температуры испарения, а затем оседает в виде тумана на конкретную деталь. Толщина слоя хрома настолько крошечная, что его дополнительно покрывают лаком с целью защиты от царапин. Подобная методика используется при хромировании алюминиевых изделий.
Обработка посредством напыления
 Напыление деталей хромом (каталитическое хромирование) осуществляется с помощью реакции «серебряного зеркала». В качестве реагентов используются комплексные серебряные слои в щелочных растворах аммиака. Роль восстановителя выполняет раствор инвертного сахара, гидразина или формалина.
Напыление деталей хромом (каталитическое хромирование) осуществляется с помощью реакции «серебряного зеркала». В качестве реагентов используются комплексные серебряные слои в щелочных растворах аммиака. Роль восстановителя выполняет раствор инвертного сахара, гидразина или формалина.
При одновременном напылении серебра и восстановителя металлическая заготовка обретает красивое белоснежное зеркальное покрытие.
Для таких изделий характерна отличная отражательная способность. На следующем этапе каталитического хромирования происходит покрытие заготовки защитным лаком с добавлением красящего светостойкого тонера. Такое средство получается с помощью смешивания фиолетового, синего и черного цветов в соотношении 3:1:1.
Обработка посредством «серебряного зеркала» состоит из нескольких процессов:
 Анализ и подготовительный этап. Необходимо подготовить поверхность детали, очистив её и промыв специальным средством. Чтобы улучшить адгезию, поверхность предварительно шлифуют с помощью шлифовальной бумаги с показателями зернистости Р500−600.
Анализ и подготовительный этап. Необходимо подготовить поверхность детали, очистив её и промыв специальным средством. Чтобы улучшить адгезию, поверхность предварительно шлифуют с помощью шлифовальной бумаги с показателями зернистости Р500−600.- Использование глянцевой основы. Подготовленный материал покрывается черным глянцевым покрытием, которое полностью исключает желтизну зеркального слоя. Сушку нанесенных лаков осуществляют в температурном режиме 20−25 градусов Цельсия без использования дополнительных сушильных приборов. Для высушивания заготовку оставляют на 8 часов. Если речь идёт о сушке в окрасочно-сушильной среде с температурным режимом 60 градусов, то там достаточно 45 минут просушивания.
- Следующий этап заключается в сушке.
- Затем происходит травление поверхности заготовки для улучшения адгезии серебра, а также очистка материала с помощью дистиллированной воды.
- Дальше выполняют сенсибилизацию или специальную обработку поверхностного слоя с помощью активатора. Таким образом поверхность покрывается защитной пленкой.
- На следующем этапе осуществляют металлизацию с помощью серебра.
- Затем на заготовку наносят защитный лак, который надёжно защищает обработанную поверхность от потускнения и потери эксплуатационных свойств из-за длительного использования и агрессивных воздействий.
Подготовка к хромированию металла
Подготовительный этап заключается в выполнении нескольких обязательных действий:

- Очистка от загрязнений с помощью специального средства и дистиллированной воды и протирка ветошью.
- Полное изолирование поверхности, куда не нужно наносить хром, заделка отверстий (если не нужно покрывать внутренние полости).
- Установка изделия на специальную подвеску.
- Полное обезжиривание.
- Промывка водой.
- Декапирование.
Роль шестивалентного хрома выполняет хромовый ангидрид, трёхвалентного — сульфат или хлорид хрома.
Гальваническую ванну покрывают серной кислотой, а после помещения обрабатываемой заготовки в раствор поддают ток с определенными показателями плотности.
Также необходимо соблюдать подходящий температурный режим раствора в ванной, который устанавливается с учётом особенностей хромирования.
При использовании терморежима необходимо придерживаться одних и тех же температурных показателей на протяжении всего мероприятия. Любые отклонения от установленного стандарта могут привести к ухудшению адгезионных свойств покрытия, в результате чего гальваника потеряет правильную структуру, а на поверхностном слое появятся различные дефекты, такие как разводы, наросты и сталактиты.
Продолжительность гальванической обработки определяется требуемой толщиной хромированного слоя.
В процессе обработки из раствора выделяется ряд вредных паров, поэтому все мероприятия нужно проводить с учетом всех тонкостей техники безопасности и с использованиием средств персональной защиты.
В отдельных условиях металлизацию проводят лишь после травления или нанесения на заготовку другого металла, например, меди или никеля. Таким образом осуществляется укрепление полученного слоя.
Чтобы заделать образованные поры хрома, деталь дополнительно покрывают маслом или лаком. Образовавшуюся хромовую пленку дополнительно защищают термической обработкой, в процессе чего заготовку выдерживают под воздействием высоких температур (около двухсот градусов Цельсия) на протяжении некоторого времени.
Подвиды хромирования

Хромированный металл декорируется и с помощью других металлов, включая медь или никель. В таком случае эксплуатационные показатели, а именно срок службы и сохранность блеска хрома существенно улучшаются. Также материал обретает отличные антикоррозийные свойства, поэтому он не поддаётся вредным воздействиям.
Твердое хромирование незаменимо в тех случаях, если речь идёт о желании улучшить износостойкость и твердость, уменьшив показатели трения на обрабатываемой заготовке.
В таком случае использовать другой металл не нужно. Выдержка в ванной отличается большой продолжительностью, что необходимо для получения определенной толщины слоя.
На отмену от декоративной металлизации, твердая подразумевает дополнительное использование специальных лаков или масел.
Теперь вы знаете, в чём заключаются все особенности металлизации деталей с помощью хрома. При соблюдении последовательности действий, можно успешно провести такое мероприятие в домашних условиях.
tokar.guru
Химическое хромирование в домашних условиях: технология, видео
Для улучшения характеристик изделий различного назначения используют множество методов, одним из которых является химическое хромирование. Данная технология позволяет значительно улучшить как декоративные характеристики изделия, так и его механические свойства – прочность и износостойкость.

Так выглядит колпак на колесо после нанесения хромового покрытия химическим способом и последующей полировки
Суть технологии
Суть хромирования, выполняемого по любой технологии, заключается в том, что на обрабатываемую поверхность наносится слой хрома, позволяющий значительно улучшить как декоративные, так и механические свойства детали. Покрытие из хрома наделяет изделие следующими качествами:
- исключительными декоративными характеристиками;
- высокой устойчивостью к коррозии;
- жаростойкостью;
- износостойкостью;
- более технологичными электромагнитными и механическими свойствами.

Промышленная линия химического хромирования
Самыми популярными методами, при помощи которых на обрабатываемую поверхность наносится слой хрома, являются гальванический и диффузионный. В отличие от них, хромирование, выполняемое химическим способом, не требует применения специального оборудования и позволяет получать качественные, однородные и надежные покрытия даже на изделиях, отличающихся сложной формой. Химическая металлизация (в частности, хромирование) выполняется с использованием специального водного раствора, нагреваемого до определенной температуры.
Суть химического хромирования заключается в том, что хром, оседающий на обрабатываемой поверхности, восстанавливается из раствора своих солей. Такая восстановительная реакция становится возможной за счет того, что в растворе для химического хромирования содержится гипофосфит натрия. Присутствие в растворе именно данного вещества – это главное отличие химического хромирования от аналогичного процесса, выполняемого с применением электролитического раствора.

Гипофосфит натрия – бесцветные кристаллы, применяемые для химического хромирования в основном металлических изделий, иногда и пластмасс
После проведения химического хромирования готовое покрытие получается матовым, что хорошо заметно даже по видео данного процесса. Чтобы придать такому покрытию характерный хромовый блеск, изделие необходимо подвернуть последующей полировке. Между тем хромовый слой, полученный с помощью данной технологии, хотя и не отличается высокой декоративностью, если сравнивать его с диффузионными и электролитическими покрытиями, обладает более высоким качеством и надежностью. В частности, в таком покрытии содержится фосфор, который придает ему прочность и твердость.
Подготовка к процедуре
За счет своей простоты проведение химического хромирования не требует серьезных финансовых затрат. Выполнить хромирование в домашних условиях при помощи данной технологии несложно, для этого вполне достаточно внимательно изучить теоретический материал и просмотреть соответствующее видео.
Однако следует иметь в виду, что химические реактивы, используемые для хромирования по данной технологии, выделяют токсичные испарения, которые опасны для здоровья человека, поэтому следует строго соблюдать правила техники безопасности.
В процессе химического хромирования следует избегать контакта растворов с незащищенными участками тела
Выполнять такое хромирование в домашних условиях следует только в нежилых помещениях, в которых организована эффективная вентиляция. Кроме того, необходимо использовать средства личной безопасности:
- респиратор, защищающий органы дыхания;
- очки для защиты органов зрения;
- перчатки, одежду и обувь, защищающие кожные покровы;
- клеенчатый фартук.
Растворы для хромирования, выполняемого по химической технологии, а также для проведения всех вспомогательных технологических операций готовятся на основе дистиллированной воды. Реактивы, используемые при этом, должны иметь в своей маркировке букву «Ч», что свидетельствует об их химической чистоте. Посуда, в которой готовят рабочие растворы, может быть только стеклянной или эмалированной.

Реактивы для химического хромирования
Перед началом химического хромирования поверхность изделия следует подвергнуть тщательной очистке и обезжириванию. Надежность и качество хромового покрытия в большой степени определяются тщательностью выполнения данных процедур. Если обрабатываемая поверхность достаточно сильно загрязнена и на ней имеются остатки старого покрытия или следы коррозии, то ее обрабатывают при помощи пескоструйной установки или наждачной шкурки, добиваясь металлического блеска. Сформировать более надежное и качественное хромовое покрытие позволяют предварительные шлифовка и полировка изделия. После выполнения этих технологических процедур обрабатываемую поверхность обезжиривают при помощи водного раствора, включающего в свой состав такие компоненты, как:
- каустическая сода – 100–150 г/л;
- карбонат натрия – 40–50 г/л;
- жидкое стекло – 3–5 г/л.

Промывка и обезжирование деталей перед хромированием
Чтобы выполнить обезжиривание, полученную смесь подвергают нагреву до 60–100° и только после этого опускают в нее обрабатываемое изделие. В зависимости от степени загрязнения поверхности изделие держат в нагретом растворе от четверти часа до 60 минут. Чтобы улучшить сцепление хрома с обрабатываемой поверхностью, можно дополнительно выполнить ее декапирование, которое проводится в растворе соляной и серной кислот.
Следует иметь в виду, что хромовое покрытие будет держаться тем прочнее, чем чище и ровнее поверхность, на которую оно наносится.При необходимости выполнения химического хромирования алюминия изделие из данного металла подвергают еще и цинкатной обработке, после которой его промывают. Перед химическим хромированием деталей из стального сплава на их поверхность предварительно наносится слой меди. Для этого используется водный раствор, включающий следующие компоненты:
- сульфат меди – 50 г/л;
- концентрированную серную кислоту – 5–8 г/л.
Рабочая температура такого раствора, в котором изделие выдерживается в течение нескольких секунд (5–10), должна составлять 15–25°. После выдержки в растворе для омеднения изделие промывают водой и просушивают. Если сталь после омеднения дополнительно покрыть никелевым слоем, толщина которого будет составлять порядка 1 микрометра, то хромирование, выполняемое в дальнейшем, будет более качественным.
Приготовление рабочих растворов
Растворы для химического хромирования надо готовить в следующей последовательности.
- Все используемые химические реагенты, кроме гипофосфита натрия, смешиваются или растворяются в воде.
- Полученный раствор подвергают нагреву до рабочей температуры.
- В нагретый до рабочей температуры раствор добавляют гипофосфит натрия.
Изделие, которое необходимо подвергнуть хромированию, подвешивают в подготовленном и разогретом растворе и выдерживают в нем в течение 5–8 часов. Время выдержки зависит от требуемой толщины слоя хрома. Чтобы удалить с поверхности только что нанесенного покрытия остатки химических реактивов, обработанное изделие кипятят в воде в течение получаса. Более подробно изучить процедуру химического хромирования позволяет видео на данную тему.
Изделия, на поверхность которых нанесен слой хрома, подвергают термической обработке, способствующей протеканию низкотемпературной диффузии, а значит, улучшающей адгезию нанесенного слоя с основным металлом. Выполняется термообработка при температуре 400°. В таких условиях изделие выдерживается в течение часа.

Печь для сушки и термической обработки хромированных изделий
Отдельные изделия из стали, такие как ножи, рыболовные крючки, пружины и др., после термообработки могут утратить свою твердость, поэтому их выдерживают при температуре 270–300° в течение трех часов. Термообработка после химического хромирования, с порядком осуществления которой также можно познакомиться по соответствующему видео, позволяет повысить твердость нанесенного покрытия.
Готовое хромовое покрытие после просушки изделия, на которое оно нанесено, имеет сероватый матовый налет. Чтобы придать хрому характерный блеск, поверхность детали подвергают полировке.
Химические реактивы
Для химического хромирования используют несколько основных растворов, которые делятся на кислые (pH 4–6,5) и щелочные (pH больше 6,5). Ниже приведены химические составы таких растворов.

Химический состав растворов для хромирования
И в заключение небольшое видео об оборудовании и реагентах, используемых при химическом хромировании.Оценка статьи:
 Загрузка...
Загрузка... Поделиться с друзьями:
met-all.org
Декоративное химическое хромирование
Как можно понять из названия «декоративное хромирование» — это нанесение хрома на поверхность деталей с целью повышения их декоративных свойств. В этой статье разберёмся, какие виды «декоративного хромирования» бывают и всегда ли наносится хром.
Нанесение тонкого слоя какого-либо металла на поверхность изделия называется металлизацией. Рассмотрим подробнее этот процесс и более точное определение.
Металлизация — это метод изменения свойств поверхности предмета, нанесением на него тонкого слоя металла. Металлизировать можно любые твёрдые поверхности.
В зависимости от того, какой металл наносится, процесс называется алитирование(наносится алюминий), цинкование, хромирование, серебрение.
Для получения зеркального покрытия поверхность изделия нужно отполировать или она должна быть глянцевой. Глянец можно получить довольно простым способом – нанести на поверхность лак, который после высыхания и обеспечит этот глянец.
Виды металлизации
Гальваническое хромирование
Хромирование осуществляется осаждением на поверхности деталей слоя металла из электролитов, содержащих ионы данного металла. В специальную ёмкость монтируются два анода и заливается электролит. Хромируемое изделие подключается к «минусу», а аноды — к «плюсу». Далее замыкается цепь и металл, входящий в состав электролита, осаждается на деталь. Гальваническое хромирование — очень хороший вариант металлизации, для металлов. В результате такого процесса получается зеркальная ровная поверхность. Она имеет высокие антикоррозийные свойства, износостойкость, а также может выдерживать высокие температуры. В зависимости от применения различных электролитов процесс может называться гальваническое золочение, серебрение, меднение.
Нужно отметить, что нанесение металла гальваническим способом – это токсичный и опасный процесс, связанный с применением химически активных веществ, вредных для здоровья. Нужно это учитывать и обеспечить хорошую вентиляцию и использовать средства индивидуальной защиты.
Вакуумная металлизация
Вакуумное напыление осуществляется в специальных вакуумных камерах. Под воздействием электромагнитного поля наносится тонкий слой металла. Далее поверхность заливается лаком.

Такой процесс применяется как декоративный тип хромирования.
Преимущество в низкой стоимости и визуальной похожести результата на гальванический хром. Недостаток в том, что изделие, хромированное таким способом, не имеет высокой износостойкости. Также требуется дорогое оборудование, требующее для функционирования много электроэнергии и материалов.
Декоративное серебрение
Часто этот процесс ошибочно называют хромированием. На деталь распыляется не хром, а серебро. Просто слово «хромирование» у всех на слуху. Этот метод металлизации мы рассмотрим подробнее, так как он наиболее приемлем с точки зрения используемого оборудования и химических реагентов. Также сам способ нанесения не сложен.
Полное название процесса – химическое серебрение методом распыления. Специальный состав распыляется на поверхность. Также используют способ полива и окунания.
Так металлизуют поверхности в основном никелем, медью.
При серебрении поверхностей применяют метод распыления. Серебро даёт прекрасный блеск. Серебрить можно любые твёрдые поверхности.
Как серебрить детали?
Распылять состав нужно на глянцевую поверхность. Наносится тонкий слой, который повторяет все неровности. Таким образом, для получения «зеркала» важна гладкость изделия.
Этапы серебрения деталей:
- Подготовка. При необходимости нужно зашпаклевать и отшлифовать поверхность. Далее загрунтовать, подготовить грунт и обезжирить. При использовании специального адгезионного грунта для металлизации, можно избежать последующего покрытия лаком до процесса серебрения, а сразу наносить серебро на грунт. На поверхности изделия он образует глянцевую поверхность. Грунт для металлизации хорошо растекается, не образуя шагрени.
- Лакирование. После высыхания лака , деталь готова к серебрению.
- На поверхность распыляется краскопультом специальный раствор (сенсибилизатор/активатор), другим пульверизатором промывается, третьим делаем серебрение, потом опять промываем, наносим смывку, опять промываем. В конце сдуваем оставшуюся воду продувочным пистолетом.
- Далее покрываем защитным лаком. Без него покрытие легко повреждается при лёгком физическом воздействии.
Добавив в защитный лак различные красители можно получить любой цвет.
Инструмент для серебрения
 Воздушные пистолеты для серебрения
Воздушные пистолеты для серебренияСеребрить можно «одноствольным» пистолетом, в который вставлены два шланга для химии и один шланг для воздуха. Также можно серебрить «двуствольными» пистолетами. Для серебрения нужно, что бы два химических раствора (серебрильный и восстановительный) смешались друг с другом, а потом распылялись на поверхность. В «одноствольном» пистолете смешивание осуществляется внутри пистолета, а в «двуствольном» снаружи. Можно работать любым пистолетом, используя при этом хороший, качественный состав. Если есть сомнения по поводу качества химического состава, то лучше использовать «двуствольный» пистолет.
Внимание: химические реагенты для процесса серебрения содержат токсичные вещества!
Всегда применяйте специальные средства защиты!
Желтизна при серебрении
Появляется при покрытии серебра лаком. Минимизировать этот эффект можно, добавив сине-фиолетовый тонер в лак.
Защитный лак
Лак уменьшается в размерах при высыхании. Он как бы сжимается и так может сползать с поверхности посеребрённой детали. Это происходит из-за того, что лаку, распылённому на зеркальную гладкую поверхность не за что зацепиться. Лак всё же держится на поверхности серебра, за счёт своей толщины и прочности. Если такое изделие активно не эксплуатировать, то защитный лак не облезет. При механическом воздействии на покрытие лак может не «устоять».
Чтобы улучшить адгезию в защитный лак примешивают специальные пластификаторы. Он становится более эластичным и мягким, меньше «сжимается» при высыхании и лучше держится. Но это не панацея и не слишком улучшает прилипание защитного лака к поверхности.
Также применяют специальное покрытие, которое распыляется после нанесения серебра. Оно наносится в два слоя. Первый слой слегка напыляется, а второй разливается на поверхности. Далее это покрытие сушится и заливается защитным лаком. Потом сушится до состояния на «отлип» и снова заливается защитным лаком. Такое покрытие получается прочным.
Существуют порошковые, сухие лаки, имеющие хорошую адгезию к металлам. Порошковые лаки активируются при температуре около 200 градусов по цельсию. К сожалению, при такой температуре серебряное напыление матовеет. Таким образом, порошковые лаки не применимы к защите посеребренной детали.
Преимущества технологии серебрения:
- Простая технология, не требующая сложного оборудования. Широкий выбор оборудования и материалов. Низкая себестоимость покрытия.
- Для серебрения не требуется больших площадей. Достаточно небольшого помещения с вытяжкой.
- Серебрение даёт высокую отражающую способность и по декоративным свойствам может быть альтернативным способом металлизации вместо более сложных методов гальванического хромирования и вакуумной металлизации.
- Серебрить можно любую твердую поверхность, а не только металлическую (в случае с гальваникой).
- Изделия можно покрывать не только под «хром». Добавляя специальные красители в защитный лак, можно менять оттенок конечного декоративного покрытия.
Главный недостаток декоративного серебрения – это плохие защитные свойства покрытия. Если суметь правильно защитить посеребренную поверхность, то этот недостаток нивелируется. То есть важно правильно покрыть защитным лаком, как описывалось выше.
Стоит также упомянуть о красках с зеркальным эффектом.
Краски «под хром»
Краски «под хром» не дают такого же эффекта(«зеркала»), как металлизация. Есть разница и в оттенке. Они содержат алюминий в своём составе. Алюминий даёт более тёмный оттенок, чем серебро. Таких насыщенных и ярких цветов как при серебрении, на краске «под хром» не получить.
 Краски с эффектом зеркала фирмы Alsa
Краски с эффектом зеркала фирмы AlsaТем не менее, краска широко применяются. Можно отметить такие краски как Mirra Chrome компании Alsa, краски DNA–Custom Paints. Получается эффект, сравнимый с полированной алюминиевой поверхностью.
Краска распыляется на черный акрил или черную базу, покрытую лаком. Основа должна иметь хороший глянец, тогда покрытие получится больше похожим на «зеркало».
Отметим также технологию порошковой окраски ChromHard — это полимерноепокрытие с хорошими декоративным эффектом и высокими защитными свойствами.Покрытие состоит из трёх слоёв: порошкового грунта, зеркальногослоя (алюминий) внутри лака ChromHard и самого лака. Этот способ окраски хорошо подходит для «хромирования» колёсных дисков.
Ещё интересные статьи:
kuzov.info
Технологический процесс хромирования
Технологические операции при ремонте (восстановлении) деталей хромированием выполняют в следующей последовательности.
Механическая обработка. Поверхности деталей, подлежащие хромированию, шлифуют до выведения следов износа и получения необходимой геометрической формы.
Промывка деталей в органических растворителях и протирка ветошью. В качестве растворителей применяют бензин, керосин, трихлорэтан, бензол и др.
Монтаж деталей на подвеску. Необходимо следить, чтобы детали одинаково отстояли от поверхности анода. Ванну следует загружать однородными деталями, укрепленными на одинаковых подвесках. Подвески и контакты должны быть изготовлены из одинаковых материалов. Контактные крючки рекомендуется изготавливать из бронзы и меди. В качестве материала для подвесок, применяют сталь, сечения подвесок рассчитывают, исходя из плотности тока 0,7… 1,0 А/мм2. Ежедневно аноды очищают от окислов и налета электролита.
Обезжиривание. Рекомендуется применять электролитическое обезжиривание в растворе следующего состава: едкий натр (NaOH)—30… 50 г/л; кальцинированная сода (iNa2C03)—25…30 г/л и жидкое стекло (Na2Si03) — 10 … 20 г/л.
Температура электролита — 60… 70°, плотность тока — 5….15 А/дм2. Время выдержки на катоде — 2… 3 мин, а на аноде — 1…2 мин. После обезжиривания детали сначала промывают горячей водой (60… 80°), а затем холодной. Обезжиривание считается законченным, если после промывки вода равномерно смачивает поверхность. После обезжиривания производится изоляция1 поверхностей, не подлежащих хромированию. Для изоляции можно применять перхлорвиниловый лак, лак АК-20, целлулоид,, винипласт, плексиглас, хлорвиниловые трубки или хлорвиниловую» изоляционную ленту.
Декапирование — это процесс обработки деталей в хромовом* электролите, состоящем из 100 г хромового ангидрида (СгОз) и 2…3 г серной кислоты (H&SO4) на 1 л воды.
Декапирование (травление) стальных деталей проводят в течение 30… 90 с при плотности тока 25… 40 А/дм2. А для деталей из серого чугуна лучшие результаты, в смысле прочности сцепления, достигаются при плотности тока 20… 25 А/дм2 и продолжителыюсти декапирования 25… 30 сек. Температура электролита во всех случаях должна быть 55… 60 °С.
Процесс хромирования. После анодного декапирования детали загружают в ванну хромирования и прогревают их при выключенном токе в течение 5… 6 мин, а затем дают полный ток согласно режиму хромирования. При хромировании чугунных деталей вначале в течение 3… 5 мин дают «толчок тока» при плотности, в 2…2,5 раза превышающей выбранную по режиму. Колебания температуры электролита могут быть в пределах ±1 °С. Не допускаются перерывы тока в процессе электролиза, так как они вызывают отслаивание хромового покрытия. Продолжить процесс после перерыва тока можно, если хромируемую поверхность подвергнуть анодному травлению при плотности тока 25… 30 А/дм2 в течение 30… 40 с, а затем изменить направление тока. В этом случае осаждение хрома следует начинать при катодной плотности тока 20… 25 А/дм2 и постепенно увеличивать до нормальной.
Аноды для хромирования изготавливают из чистого свинца или сплава, состоящего из 92…93% свинца и 7… 8% сурьмы. Аноды из чистого свинца в большей степени покрываются нерастворимой и непроводящей пленкой хромовокислого свинца, чем аноды из сплава свинца и сурьмы. В большинстве случаев аноды изготавливают плоскими и цилиндрическими. При хромировании деталей сложной конфигурации очертания анода определяются формой катода. Расстояние между анодами и деталями рекомендуется делать 30… 35 мм, но не более 50 мм. Расстояние деталей от днища ванны должно составлять не менее 100… 150 мм, а от верхнего уровня электролита — не менее 50… 80 мм. Уровень электролита должен быть ниже верхних кромок ванны на 100…150 мм. При завешивании деталей в ванну необходимо, чтобы все участки анодов были одинаково удалены от противоположных участков катода. При этом толщина слоя хрома откладывается равномерно по всей поверхности детали.
Глубина погружения анодов и деталей (катодов) в ванну должна быть одинаковой, так как при различной глубине на краях хромируемых деталей образуются утолщения, искажающие форму. Скорость осаждения слоя хрома при плотности тока 40… 100 А/дм2 составляет 0,03… 0,06 мм/ч.
По окончании процесса хромирования детали выгружают из ванны и вместе с подвесками промывают в холодной воде (в сборнике электролита) 15… 20 с. Окончательно детали моют в холодной проточной воде.
Обработка после покрытия. Промытые и очищенные от изоляции детали иногда подвергают термической обработке при температуре 150—200°С в течение 2…3 ч, а затем механической.
Для шлифования применяют круги мягкие или средней твердости с размером зерна от 60 до 120. Шлифование ведут при интенсивном охлаждении жидкостью и при скорости круга 20…30.м/с и выше. Скорость вращения детали—12…20 м/мин.
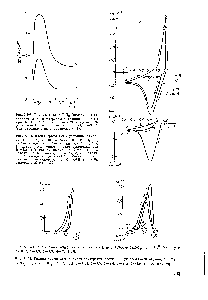
Режимы электролиза. Процесс осаждения хрома и свойства хромовых покрытий зависят от режима, при котором осаждается хром на поверхности металла, т. е. от катодной плотности тока и температуры электролита. Наиболее ясное представление о примерных границах режимов электролиза, обеспечивающих получение серого, блестящего и молочного осадков хрома, дает диаграмма плотности тока и температуры (DK—t), изображенная на рисунке 19.
Серый осадок хрома появляется на катоде при низких температурах электролиза (35…50 °С) и широком диапазоне плотностей тока. Осадки блестящего* хрома обладают высокой твердостью (6000… 9000 Н/мм2), высокой износостойкостью и меньшей хрупкостью.
 Рис. 19. Зоны хромовых осадков.
Рис. 19. Зоны хромовых осадков. Молочный хром получается при более высоких температурах, электролита (выше 70 °С) и широком интервале плотностей тока. Молочные осадки отличаются пониженной твердостью (4400..-6000 Н/мм2), пластичностью и повышенной коррозионной стойкостью.
Пористое хромирование. Пористое хромирование применяется при ремонте деталей, работающих на трение в паре с различными металлами и сплавами при высоких удельных давлениях и окружных скоростях или при повышенных температурах. К таким деталям относятся гильзы цилиндров двигателей внутреннего сгорания, коленчатые валы и др.
Пористые хромовые покрытия можно получать механическим,, химическим и электрохимическим способами.
При механическом способе на поверхность детали до хромирования наносят углубления в виде пор или каналов. Такую подготовку обеспечивают накаткой специальным роликом, дробеструйной обработкой и другими способами. После хромирования воспроизводятся неровности, полученные при подготовке.
Химическим способом получают пористость путем травления поверхности в соляной кислоте.
Наибольшее распространение получил электрохимический способ получения пористого хрома. Этот способ заключается в анодной обработке хромированных деталей в электролите того же состава. В зависимости от режимов хромирования пористость хромовых покрытий бывает двух типов — канальчатая и точечная.. При ремонте гильз цилиндров, втулок, коленчатых валов и подобных им деталей применяется канальчатый тип пористости. Такук> пористость и наименьший износ в условиях трения можно получить при хромировании в электролите, состоящем из 250 г Сг03 и 2,5 г h3S04 на 1 л воды, при температуре электролита ¦60+1 °С и катодной плотности тока 55… 60 А/дм2. Травление ведут при плотности анодного тока 35 …45 А/дм2 в течение 8 мин в том же электролите.
Точечная пористость образуется при хромировании в универсальном электролите при плотности тока 45… 55 А/дм2 и температуре 50… 55 °С. Анодную обработку проводят так же, как и при канальчатой пористости, т. е. при плотности тока 35… 45 А/дм2 в течение 8 мин.
Хромирование в саморегулирующемся электролите. В последнее время разработан новый хромовый электролит, называемый скоростным саморегулирующимся, его состав: хромовый’ ангидрид — 225… 300 г/л, кремнефтористый калий — 20 г/л и сернокислый стронций — 6 г/л.
В таком электролите выход по току при хромировании составляет 17… 22%. Саморегулирующимся он назван потому, что при электролизе в нем автоматически поддерживается необходимая концентрация анионов, вводимых в хромовый электролит. Это происходит в результате избыточного количества труднорастворимых солей кремнефтористого калия и сернокислого стронция, растворимость которых изменяется в зависимости от концентрации хромового ангидрида и температуры электролита.
Чтобы получить износостойкое покрытие в саморегулирующемся электролите, рекомендуют соблюдать следующие режимы хромирования: плотность тока 50… 100 А/дм2, температура электролита 45… 55°С. Молочные осадки можно получить при температуре электролита 55… 70 °С и плотности тока 20… 35 А/дм2. Микротвердость покрытий из саморегулирующегося электролита составляет 3000… 13 000 Н/мм2.
Недостаток такого электролита — сильное взаимодействие его со сталью и другими металлами, в результате чего происходит растравливание обрабатываемых поверхностей. Поэтому загружать детали в ванну необходимо только при включенном токе. Аноды для хромирования в саморегулирующемся электролите рекомендуется применять из сплава: 90% свинца и 10% гост олово. Чтобы приготовить саморегулирующийся электролит, в ванне хромирования растворяют нужное количество хромового ангидрида и доливают воду до рабочего уровня. Предварительно хромовый ангидрид подвергают анализу на содержание серной кислоты, которую удаляют из электролита путем добавления в него углекислого бария или стронция. На 1 г серной кислоты вводят 2,2… 2,3 г углекислого бария или 1,53 г углекислого стронция. После осаждения серной кислоты в электролит вводят нужное количество сернокислого стронция и кремнефтористого калия и нагревают до температуры 50…60°С. Нагревание длится 15… 16ч при периодическом перемешивании через каждые 2… 3 ч. После этого электролит готов к эксплуатации.
Корректируют электролит путем систематического добавления хромового ангидрида. Вместе с хромовым ангидридом вводят углекислый стронций. Кремнефторид калия и сернокислый стронций в количестве 1 г/л добавляют, когда поверхность отхромированных деталей приближается к 1 м2.
Контроль хромовых покрытий. В производственных условиях качество покрытий следует проверять внешним осмотром и замером размеров хромированных поверхностей. При внешнем осмотре необходимо обращать внимание на блеск, отслоение и плотность осадка, равномерность и отсутствие шелушения и другие видимые дефекты. Дефекты покрытий получаются в результате неисправностей в работе ванн хромирования, например отслаивание покрытия возникает в результате недостаточного обезжиривания и декапирования, а также при наличии перерывов тока в процессе хромирования. Шелушение осадков появляется при недостаточном контакте детали с подвеской или при повышенной плотности тока. Неравномерное покрытие может быть при образовании пленки хроматов свинца на анодах, недостатке серной кислоты, избытке трехвалентного хрома. Во избежание перечисленных выше дефектов, необходимо откорректировать электролит и устранить другие неполадки в работе ванн хромирования.
Оборудование. Схема расположения оборудования участка восстановления деталей хромированием приведена на рисунке 20.
Источники тока — выпрямители с напряжением 12 В ВАКГ-12/6-3000, ВАГГ-12/600М, ВАС-600/300 и другие, а также низковольтные генераторы АНД 500/250, 750/375, 1000/500, 1500/750. Ванны для гальванического участка изготавливают из листовой стали толщиной 4… 5 мм. Облицовка для ванн промывки и обезжиривания не требуется. Внутреннюю поверхность ванны хромирования облицовывают свинцом.
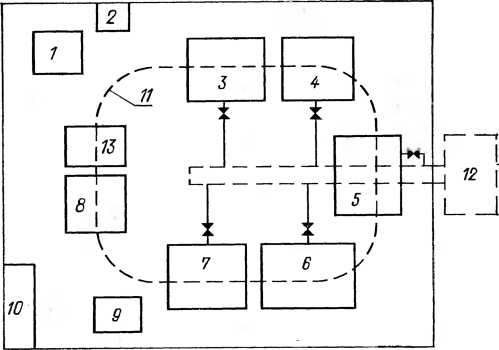 Рис. 20. Расположение оборудования на участке восстановления деталей хромированием:1 — выпрямитель; 2 — электрощитг; 3 — ванна для электрохимического обезжиривания; 4 — ванна для горячей промывки; 5 — ванна для холодной промывки; 6 — ванна для декапирования; 7 — ванна для хромирования; 8 — ванна для улавливания электролита; 9 — шкаф сушильный; 10— стеллаж ремфонда; 11 — электротельфер; 12 — сборник-нейтрализатор; 13 — стол для монтажа и демонтажа.
Рис. 20. Расположение оборудования на участке восстановления деталей хромированием:1 — выпрямитель; 2 — электрощитг; 3 — ванна для электрохимического обезжиривания; 4 — ванна для горячей промывки; 5 — ванна для холодной промывки; 6 — ванна для декапирования; 7 — ванна для хромирования; 8 — ванна для улавливания электролита; 9 — шкаф сушильный; 10— стеллаж ремфонда; 11 — электротельфер; 12 — сборник-нейтрализатор; 13 — стол для монтажа и демонтажа. Материалы. Ориентировочный расход материалов в граммах на 1 дм2 восстановленной поверхности для средней толщины покрытия 0,1 мм при хромировании в универсальном электролите приведен в таблице 13.
Себестоимость восстановления 1 дм2 поверхности хромированием в универсальном электролите при толщине покрытия 0,1 мм ориентировочно составляет 44,8 коп., 0,2 мм — 52,0 коп., 0,3 мм—-58,6 коп.
Электролитическое железо имеет светло-серый цвет, обладает достаточно высокой твердостью и износостойкостью. Химический состав электролитического железа зависит от состава исходных материалов, используемых при электролизе.
При обычном осаждении с применением стальных растворимых анодов содержание примесей в покрытиях находится в пределах: 0,035 …0,06% С; 0,03 …0,05% S; 0,05 …0,01% Р, 0,0009… 0,023% Si; до 0,01% Мп.
В электролитических осадках железа имеются также примеси таких металлов, как Mg, Со, Ni и другие, обусловленные содержанием этих металлов в анодах и электролитах. Кроме этого, электролитическое железо содержит значительное количество водорода, выделяющегося на катоде вместе с железом. Атомный вес железа 55,85 г. Электрохимический эквивалент 1,042 г/А-ч.
Составы электролитов. На ремонтных предприятиях наибольшее распространение для железнения получили горячие хлористые электролиты, состоящие из двух компонентов: хлористого железа и соляной кислоты. В ремонтной практике чаще всего применяют четыре вида хлористых электролитов, отличающихся концентрацией железа.
Малоконцентрированный электролит содержит 200 …250 г/л хлористого железа (FeCl2-4h30). При температуре 60… 80 °С и плотности тока 30… 50 А/дм2 электролит обеспечивает получение плотных, гладких мелкозернистых осадков железа с твердостью 4500… 6500 Н/мм2, толщиной 1,0… 1,5 мм. Выход железа по току составляет 85… 95%. Скорость осаждения железа равна 0,4… 0,5 мм/ч на сторону. Электролит допускает колебание кислотности при электролизе от 0,8 до 1,5 г/л, которое незначительно отражается на механических свойствах покрытий. Недостатком этого электролита является постепенное увеличение концентрации железа в процессе электролиза в результате несоответствия между скоростью растворения анодов и скоростью осаждения железа на катоде, что вызывает затруднения при обслуживании ванны железнения.
Среднеконцентрированный электролит оптимальной концентрации содержит 300…350 г/л хлористого железа (FeCl2-4h30). Катодный выход железа из этого электролита при температуре 75 °С и плотности тока 40 А/дм2 составляет 96%. В этом электролите анодные и катодные выходы железа по току становятся примерно одинаковыми, концентрация железа остается почти неизменной и электролит длительное время по концентрации железа не требует корректировки. В настоящее время этот электролит нашел широкое применение на ремонтных предприятиях.
Среднеконцентрированный электролит содержит 400 …450 г/л хлористого железа. Электролит используется для восстановления деталей, имеющих достаточно высокие износы и сравнительно невысокую твердость. Электролит дает возможность получать гладкие плотные покрытия толщиной до 2 мм и твердостью 2500… 4500 Н/мм2. Электролит также находит применение для восстановления посадочных отверстий в корпусных, деталях.
Высококонцентрированный электролит содержит 600… 680 г/л хлористого железа. Электролит при температуре 95… 105°С и плотности тока 5…20 А/дм2 позволяет получать мягкие (120… 200 кг/мм2), вязкие покрытия толщиной 3… 5 мм..
Электролиты более высокой концентрации рекомендуется применять в случаях, когда к восстанавливаемым деталям не предъявляются повышенные требования по твердости рабочих поверхностей.
За последнее время разработаны холодные электролиты, позволяющие применять более высокие плотности тока и обеспечивающие высокую производительность процесса.
Хлористый марганец МпС12-4Н20 Аскорбиновая кислота Двухлористое железо FeCl2-4h30 Хлористый марганец МпС12-4Н20 Хлористый калий КС1 (или) NaCl Аскорбиновая кислота Двухлористое железо FeCl2*4h30 Сернокислое железо FeS04*7h30 Двухлористое железо FeCl2-4h30 Метилсульфатное железо Fe (Ch4OSO3) 2*4Н20
Хлористые электролиты без добавок, приведенные в таблице* позволяют получать качественные износостойкие покрытия толщиной 0,6… 1,0 мм и обеспечивать восстановление широкой номенклатуры изношенных деталей до нормальной работоспособности и номинальных размеров. Электролит, в состав которого» входят двухлористое железо и йодистый калий, обеспечивает по-пучение качественных осадков, железа’ при условии применения асимметричного переменного тока.
Присутствие аскорбиновой кислоты в электролитах позволяет вести электролиз в широких пределах значений pH от 1,8 до 6,0, что значительно упрощает регулирование кислотности электролита. Электролит, состоящий из двухлористого железа и метил-сульфатного железа, по сравнению с хлористым менее агрессивен и более устойчив к окислению. Покрытия, полученные из этого электролита, имеют меньшее количество трещин, обладают более равномерной структурой.
Приготовление и корректирование электролита. Для приготовления хлористого электролита используют двухлористое железо (Fe€l2-4h30).
Соляная кислота (НС1) применяется в виде водного раствора разной концентрации с плотностью от 1,14 до 1,20. Приготовление электролита производится в следующем порядке. В ванну заливают проточную или дистиллированную воду комнатной температуры и добавляют соляную кислоту из расчета 0,5 г/л воды. В подкисленную воду засыпают двухлористое железо, выдерживая требуемую концентрацию, и перемешивают до полного растворения. После растворения двухлористого железа электролит должен отстояться в течение 1 … 2 ч, пока не примет светло-зеленый цвет. Затем электролит проверяют на кислотность. Нормальная кислотность должна быть pH 0,8… 1,2. При необходимости добавляют недостающее количество кислоты в соответствии с ее плотностью, приведенной ниже.
Плотность кислоты, г/см3 1,14 1,15 1,16 1,17 1,18 1,19 1,20 Количество кислоты, г/л 20 19 18 17 16 15 14 Количество кислоты, см*/л……. 18 16,6 15,5 14,6 13,6 12,6 11,6
Приготовленный таким образом электролит следует проработать током при плотности 30 А/дм2 и соотношение поверхностей анодов и катодов Sa : SK = 2 : 1 в течение двух часов.
Удельный вес электролита (плотность) г/см8 1,12 1,15 1,17 1,20 1,23 1,26 1,29 1,32 1,35 Концентрация железа, г/л … 200 260 300 350 400 450 500 550 600. Контроль кислотности электролита можно осуществлять с помощью индикаторной бумаги «Рифан» с pH 0,3 …2,2 или потенциометров ЛПУ-01, ЛПМ-60.
sxteh.ru
Хромирование в домашних условиях - оборудование и способы металлизации деталей своими руками + Видео
Можно ли осуществить хромирование в домашних условиях? Ответ на этот вопрос довольно неоднозначный, так как данный процесс сопряжен со многими трудностями, решить которые можно только обладая знаниями в области химии и технологии хромирования.
1 Что такое хромирование
Для того чтобы правильно и безопасно произвести процесс хромирования своими руками, следует учесть все особенности химических и физических превращений, которые проходят в гальванической ванне. Большинство реактивов, задействованных в хромировании, относятся к особо опасным для здоровья веществам, так что прежде чем начать экспериментировать с хромовыми покрытиями, внимательно изучите теоретическую сторону процесса. Далее постараемся детально рассмотреть химическую составляющую вопроса, меры безопасности и то, как сделать гальваническую ванну и электролит.
Хромирование - это физико-химический процесс, во время протекания которого на поверхности обрабатываемого изделия или детали оседает тонкий слой металлического хрома. Данный металл придает поверхности блестящий вид, благодаря чему хромированное изделие обретает очень красивый вид. Гальваника открывает широкие возможности для повышения декоративных, физических и химических свойств материалов.
Хром крайне устойчив к действию агрессивной среды, он не тускнеет и не темнеет под действием воды и воздуха, благодаря чему нашел широкое применение в оформлении деталей кузовов машин и деталей механизмов, работающих в трудных условиях.

Оформление деталей кузова машины хромом
Рекомендуем ознакомиться
Толщина хромового покрытия очень небольшая: от 0.075 до 0.25 мм. В отличие от никеля, хром в большинстве случаев не накладывают непосредственно на металл. Для этого используют тонкий слой подложки, нанесенной гальваническим путем. Такой подслой состоит из меди или никеля и требует применения дополнительных технологических операций, усложняя и без того непростой процесс хромирования.
Еще одна сложность, которая может остановить домашнего умельца на пути выполнения поставленной задачи, покупка химических реактивов. Основной компонент хромирования - оксид хрома (CrO3), другое название - хромовый ангидрид. Неприятная особенность его использования заключается в том, что шестивалентный оксид хрома - сильнейший яд, смертельная доза которого для человека составляет около 6 г. Данное химическое соединение имеет ограниченный оборот, строго контролируемый государством. Отходы, возникающие после окончания хромирования, должны утилизироваться согласно с особым порядком, а не просто выливаться в канализацию, или того хуже - в почву. Хромовый ангидрид является канцерогеном, при попадании его раствора на кожу возникают очень сильные раздражения, вплоть до экзем и дерматитов, которые могут перерасти в рак кожи.
При соединении окиси хрома с органическими веществами (маслом, бензином, и т.п.) происходят возгорания и взрывы. Это вещество крайне опасно для здоровья и жизни, так что перед началом работ следует взвесить все «за» и «против», оценив целесообразность такого решения.
2 Оборудование для хромирования
Первое, что нужно для хромирования, отдельная от жилых помещений, хорошо проветриваемая территория. Не стоит начинать экспериментировать дома на кухне, в ванной или в других местах, не предназначенных для работы химического оборудования. Лучшим выбором будет большой гараж или мастерская, которую перед этим стоит освободить от емкостей с бензином, маслом, краской и растворителями. Также неплохо было бы оборудовать систему принудительной вентиляции. Обязательно обзаведитесь огнетушителем и продумайте вариант аварийного пожарного выхода.
Оборудование для хромирования включает:
- гальваническая ванна из пластика;
- выпрямитель с параметрами 12В/50А;
- нагреватель, устойчивый к действию кислоты;
- термометр.
Кроме гальванической ванны вам понадобятся несколько дополнительных емкостей такого же размера для промывки обрабатываемой детали. Для экономии времени и средств необходимо будет организовать отдельную гальваническую ванну для омеднения или никелирования, так как постоянно менять реактивы в одной емкости долго и нецелесообразно.

Гальванические ванны для омеднения или никелирования
Выпрямитель должен быть достаточно большой мощности, особенно если вы хотите хромировать своими руками детали средних и больших размеров. Исходите в расчетах из того, что для создания блестящей поверхности необходима плотность тока порядка 15-25 А/дм2, так что обычный выпрямитель способен обеспечить нормальное проведение процесса максимум для накладок дверных ручек автомобиля либо небольших деталей внутренней отделки (ручка коробки передач, ободок корпуса магнитолы, и т.п). Большие детали - диски или бампер, покрыть хромом своими руками скорее всего не удастся, или обойдется в сумму, соизмеримую с покупкой новых запчастей.
Что касается нагревателя, то в некоторых источниках рекомендуется использовать обычный ТЭН. Хотелось бы строго предостеречь относительно данного решения, так как для хромирования требуется оборудование, устойчивое к действию кислот, ТЭН не является таким устройством, и его использование повлечет за собой, в лучшем случае, поломку электролитической ванны.
Термометр может использоваться самый обычный, с делениями от 0 до 100°С. Температура, при которой процесс протекает равномерно, составляет 47-52°С, главной задачей будет установить и поддерживать стабильными эти параметры на протяжении всего времени реакции.
3 Реактивы для электролита
Процесс хромирования осуществляется гальваническим путем. Для его проведения необходимо наличие катода, анода (обрабатываемая деталь) и электролита, в среде которого и будут происходить химические реакции. Собрать аппарат для хромирования довольно просто, особенно если до этого вы уже имели опыт создания медных или никелевых покрытий: технология похожа, отличаются только параметры среды, состав электролита и материал катода.
В качестве катода используется лист свинца или его сплава с оловом. Лучше всего, чтобы свинцовая пластина размерами была немного больше обрабатываемой детали. Катод подсоединяют к положительному электроду выпрямителя.
Анод подключают к материалу, который следует хромировать. Он должен быть «подвешен» в среде электролита таким образом, чтобы не задевать стенок, дна и ни в коем случае не касаться катода.

Хромирование материала в среде электролита
Создание электролита предполагает наличие следующих компонентов:
- хромовый ангидрид, из расчета 250 г/л электролита;
- серная кислота - 2-2.5 г/л;
- дистиллированная либо чистая, без примесей железа вода.
Перед тем, как сделать электролит, разогрейте воду до температуры 60-80°С, после чего растворите в ней хромовый ангидрид. Немного охладите смесь и тонкой струйкой добавьте необходимое количество чистой серной кислоты. Кислота должна быть не технической, а чистой и концентрированной.
Гальваническое покрытие очень чувствительно к составу электролита, поэтому на предприятиях, занимающихся хромированием, существуют целые лаборатории, которые проводят постоянный контроль над стабильностью состояния реактивов. При хромировании своими руками придется обойтись без помощи химиков и технологов, но если обрабатываемых деталей немного, то состав электролита должен измениться некритично.
4 Подготовка поверхности и как протекает металлизация хромом
Самостоятельная металлизация хромом невозможна произвести без правильной подготовки поверхности изделия. Для начала нужно создать медную или никелевую подложку, так как хром не ляжет на поверхность стали, алюминия или любого другого металла. Омеднение или никелировка производятся в гальванической ванне, катодом при этом выступает соответственно металлическая медь или никель, электролитом - раствор серной кислоты и медного купороса или солей никеля. После завершения подготовки изделие тщательно шлифуют и полируют, стараясь не повредить при этом тонкий слой подложки, обезжиривают и сушат.

Самостоятельная металлизация хромом
Самостоятельное хромирование должно проходить при стабильных параметрах напряжения, температуры и состава электролита. Любое отклонение может привести к дефектам покрытия. Например, превышение концентрации силы тока на единицу площади приводит к тому, что на острых углах изделий образуются наросты и дендриты металлического хрома. Нарушение температурного режима, как и колебания концентрации реактивов, вызывают потемнения, матовость или пятнистость покрытия.
После того как проведено хромирование деталей в домашних условиях, хромируемая поверхность покрыта достаточным слоем металла, напряжение отключают, отсоединяют изделие и помещают его в ванну с дистиллированной водой. Процесс лучше повторить несколько раз, каждый раз меняя воду.
Перед тем, как приступить к хромированию своими руками, следует тщательно оценить будущую стоимость работ и сделать вывод об их целесообразности. Если у вас нет в наличии места для проведения таких экспериментов: например, своего гаража или мастерской, то начинать не стоит, иначе можете сильно навредить окружающим.
Перед тем, как сделать устройство для хромирования, подумайте и спланируйте будущую утилизацию отходов.
Ни в коем случае нельзя сливать отработанный электролит в канализацию или почву!
При попадании в грунтовые воды, а затем в колодцы, оксид хрома вызывает отравление и развитие онкологических заболеваний, поэтому настоятельно рекомендуется не начинать работы, не определившись до этого со всеми тонкостями процесса.
tutmet.ru
Хромирование - это... Что такое Хромирование?
нанесение хрома или его сплава на металлическое изделие для придания поверхности комплекса физико-химических свойств: высокого сопротивления коррозии, износостойкости, жаростойкости, высоких механических и электромагнитных свойств. В зависимости от характера взаимодействия поверхности изделия с хромом процесс Х. осуществляется различными способами (см. Металлизация), среди которых наиболее распространены электролитический и диффузионный.Электролитическое Х. — наиболее распространённый гальванический процесс, вошедший в промышленную практику в 20-х гг. 20 в. Х. подвергают преимущественно изделия из стали и чугуна, а также из сплавов на основе меди, цинка, никеля и алюминия. Хромовое покрытие характеризуется высокой химической стойкостью, обусловленной способностью хрома пассивироваться. Из-за трудностей получения тонкого беспористого покрытия надёжная защита от коррозии может быть достигнута при нанесении более экономичного трёхслойного защитно-декоративного покрытия медь-никель-хром (толщина слоя хрома 1 мкм). Осажденный на предварительно отполированную поверхность хром имеет зеркальный блеск и серебристый с синеватым отливом цвет. Для предотвращения коррозии и придания декоративного вида хромируют многие детали автомобилей, велосипедов, трамвайных и ж.-д. вагонов, измерительных приборов, счетных и пишущих машин, часов, паро- и водопроводной арматуры, медицинские инструменты и т.д. Другое ценное свойство хромового покрытия — высокое сопротивление механическому износу — достигается при осаждении хрома по специальному режиму т. н. «молочных» осадков. Для повышения поверхностной твёрдости и износостойкости хромируют трущиеся детали, например цилиндры двигателей внутреннего сгорания, поршневые кольца, калибры. В этих случаях наносят покрытия толщиной более 1 мм. Разработан способ т. н. пористого Х., заключающийся в анодной обработке хромированных деталей, при котором в покрытии формируются поры, удерживающие смазку. Иногда стальные изделия подвергают комбинированному Х., обеспечивающему как защиту металла от коррозии, так и высокое сопротивление износу.
Главный компонент электролита при электролитическом Х. — хромовая кислота. Электролиты для Х. можно условно разделить на 3 группы: кислые (хромовая и серная кислоты), нейтральные (хромовая кислота и сульфат хрома) и основные (хромовая кислота, сульфат хрома и хромат хрома).
Диффузионное Х. осуществляется 4 методами: из твёрдой, паровой, газовой и жидкой фаз (см. Диффузионная металлизация). Диффузионным Х. подвергают различные детали машин и полуфабрикаты из стали, сплавов на основе никеля, молибдена, ниобия, меди и др. элементов. Диффузионное Х. придаёт изделиям жаростойкость в воздушной среде или в среде газов, содержащих серу и ванадий (до 1000 °С), износостойкость, жаропрочность, сопротивление эрозии, усталости, коррозии в агрессивных средах (h3O2, HNO3, NaCI), высокие электромагнитные свойства. Применение диффузионного Х. (вместо гальванического) не только повышает качество изделий, но и удешевляет их производство, а также способствует охране окружающей среды (отсутствие сливов вредных электролитов). В зависимости от требуемых свойств диффузионное Х. проводят при 900—1250 °С. Толщина диффузионного слоя от 40 мкм до 3 мм.
Лит.: Дубинин Г. Н., Диффузионное хромирование сплавов, М., 1964; Лайнер В. И., Защитные покрытия металлов, М., 1974.
Г. Н. Дубинин, В. И. Лайнер.
dic.academic.ru