Как выбрать принтер новичку. Сравнение боуден и директ драйв
Titan Extruder один из лучших директ экструдеров на рынке — Cronos
Titan Extruder
Titan: экструдер нового поколения для вашего 3D-принтера
Titan предлагает высокую производительность, является легким и универсальным экструдером для всех DFM принтеров!
E3D Titan обладает всеми преимуществами директ экструдера с редуктором, но в легком, удобном решении.
Мощный, компактный, точный.
С передаточным числом 3: 1, прецизионным фрезерованием зубчатых колес и техникой E3D производитель разработал Titan для обеспечения невероятной мощности, а также невероятной легкости и компактности без ущерба для производительности.
Такое передаточное число означает, что вы можете использовать более легкие двигатели, так как вам потребуется меньше крутящего момента для той же силы подачи прутка — поэтому системы с экструдером Titan имеют более легкую подвижную часть (каретку).
Titan идеально сочетается с модульным рядом E3D, Titan работает для всех конфигураций боуден директ экструзии 1.75 мм и 3 мм пластика. Каждая версия Titan поставляется с адаптерами под подачу 3 и 1.75 мм прутка. Чтобы использовать Titan в качестве боудена-экструдера, вы просто вставляете адаптер в корпус вместо хот энда. Адаптеры Bowden для 3мм или 1.75мм доступны в качестве дополнительных опций.
Скорость
Экструдеры с высоким передаточным числом позволяют эффективно бороться с большими и частыми ретрактами и позволяют использовать Volcano для объемной и быстрой печати. Подобранный коэффициент передаточного числа Titan 3: 1 означает, что вы можете использовать быструю подачу в решении с Volcano, а отсутствие инерции обеспечивает мгновенное сокращение оборотов и остановку подачи.
Разрешение
У экструдеров с прямой подачей могут возникнуть проблемы с «пульсированием» потока, потому что более высокое разрешение печати приводит к выдавливанию нити в режиме импульса. Это приводит к легкой волнистости поверхности и особенно широко встречается при печати в близи первых слоев. Использование механизма передачи 3: 1 позволяет утроить разрешение системы и обеспечивает плавную печать на минимальной высоте слоя, при использовании даже самых маленьких сопел.
Любой материал для печати.
Директ экструзия прутка означает, что ваш филамент тщательно контролируется на каждом участке от подающего колеса до самого сопла, обеспечивая плавный переход к зоне плавления и четкий контроль Не возникает избыточного напряжения или разряжения нити в боуден трубке.
Конструкция экструдера позволяет работать с самыми гибкими из нейлоновых филаментов.
Сочетание сцепления с нитью и крутящего момента позволяет выдавливать даже самые вязкие материалы, такие как металлизированные и армированные углеродом филаменты.
Экструдер обладает достаточной силой и гибкой регулировкой прижимного усилия даже для самых сложных материалов.

cronos-corp.ru
Экструдер — Энциклопедия ТриДэшника
 Экструдер на 3D принтере СПринтер
Экструдер на 3D принтере СПринтер Описание
Экструдер - это агрегат для выдавливания расплава полимера через формирующее отверстие. Экструдеры стоят в FDM 3D принтерах, 3D ручках и экструдерах прутка для 3D принтеров. В случае 3D принтера самим экструдером называют только часть толкающую пруток, хотя и хотэнд тоже часть экструдера.
Экструдеры на 3D принтерах бывают:
- закреплённые неподвижно - боуден (Bowden)
- закреплённые на каретке - директ (Direct) или вэйд (Wade)
Из чего состоит экструдер 3D принтера
- Шаговый двигатель
- Редуктор (не обязательно)
- Металлическая шестерня подачи или хоббед-болт
- Прижимной ролик
- Пружина
- Корпусные детали с входным и выходным отверстиями
- Транспортировочная (боуден) трубка
Шаговый двигатель
 Шаговый двигатель
Шаговый двигатель Обычно это Nema 17 или более мелкий двигатель
Редуктор
-

Редуктор Mendel90
-

Редуктор Ultimaker Original
-

Шаговый двигатель с планетарным редуктором
Редуктор увеличивает мощность экструдера, за счёт снижения максимальной скорости. В основном используются цилиндрические и планетарные редукторы.
Редуктор состоит из шестерней.Они бывают напечатанными (простые или шевронные) или металлическими.
Металлическая шестерня подачи или хоббед-болт
Служит для проталкивания прутка в хотэнд. Имеет множество вариантов исполнения.
-

Шестерня MK8 экструдера 3D принтера СПринтер
-

Болт экструдера Ultimaker Original
-

Hobbed-bolt для Mendel90
Прижимной ролик
 Здесь хорошо видно подшипник в роли прижимного ролика
Здесь хорошо видно подшипник в роли прижимного ролика Прижимает пруток к насечкам шестерни подачи, для предотвращения проскальзывания прутка.
Обычно ролик выполнен на базе радиального шарикового подшипника. Ролик может иметь центровочную канавку на рабочей поверхности.
Пружина
Воздействует на прижимной ролик. Иногда вместо пружин ставят регулируемые болты. Для PLA прутка нужны более мощные пружины, чем для ABS.
Транспортировочная (боуден) трубка
Используется в удаленном (боуден) экструдере. Пруток должен отлично скользить в ней, поэтому используют материал PTFE (тефлон).
Трубка крепится на пневмофитингах. Фитинги бывают проходные (трубка может пройти насквозь) и не проходные.

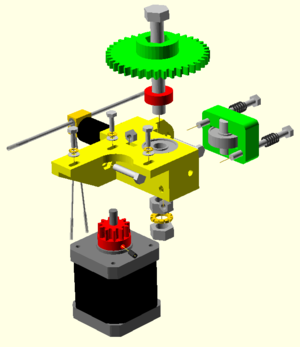
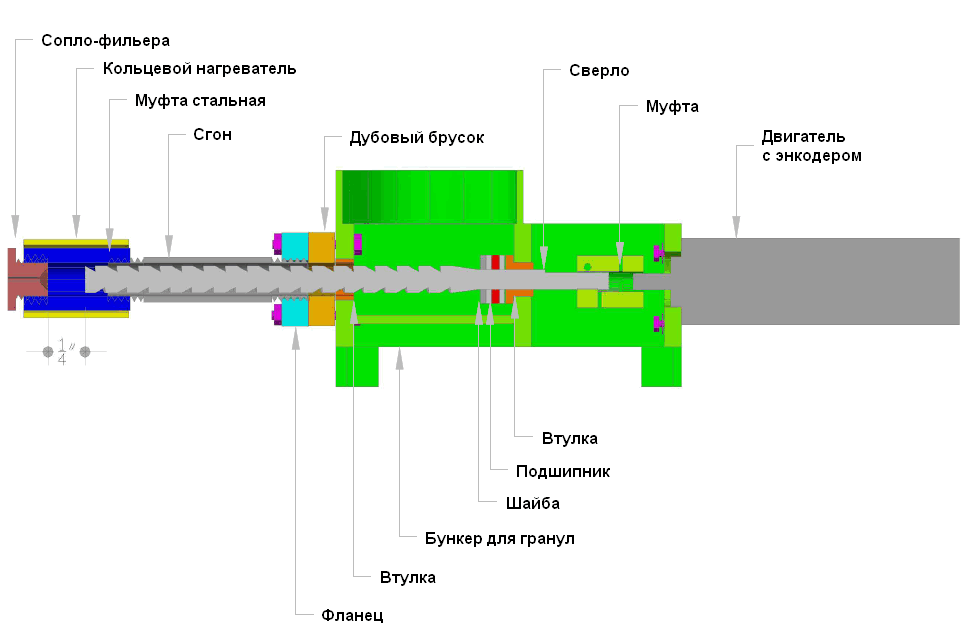
Экструдер прутка
Экструдер прутка более мощный и сложный. На входе в него засыпают гранулы пластика, а на выходе получают пруток для 3D принтера.
Полезные ссылки
- Статья "Обзор экструдера прутка Лимана V4.1"
- Статья "Обзор экструдера прутка дедушки Лимана v5"
- Статья "Подробный мануал по изготовлению экструдера прутка. Автор ianmcmill. Часть 1"
- Статья "Подробный мануал по изготовлению экструдера прутка. Автор ianmcmill. Часть 2"
- Статья "Экструдер прутка из гранул или Записки давильщика"
3deshnik.ru
Как выбрать принтер новичку » Прибыльная студия 3D-печати
Сегодня я хочу рассмотреть те основные параметры по которым стоит выбирать свой первый 3D-принтер.Сразу хочу сказать речь идет о покупке принтера. Если вы готовы сами собрать из «коричневого пластилина и палок» свой первый принтер, читать наверное эту статью не стоит.В статье не будет названий и марок принтеров. Это не реклама. Кто хочет конкретики — велком в личку или ко мне вконтакт. Поможем выбрать и купить принтер по вашему бюджету. Консультации по выбору принтера БЕСПЛАТНЫ ))Ну приступим.Сначала надо определится для каких целей будет использоваться принтер и какие к нему выдвигаются требования. Без понимания этих принципов придется ориентироваться на более универсальные решения с большим ценником.
Размер области печатиБрать принтер со столом меньше 200*200мм в большинстве случаев смысла не имеет. Меньший стол накладывает серьезные ограничения на возможности печати и всерьез рассматривать их не стоит. Если только вы будете печатать, что-то узкоспециализированное малого размера. И тут смысла в маленьком столе смысла нет — на большом можно за раз печатать несколько изделий. Чем можно сэкономить время.
Конструкция принтераСамая адекватная схема на сегодняшний день XY-Head Z-Bed. То есть двигающийся по XY-осям экструдер и поднимаемый по оси Z-стол. Вариантов самого перемещения экструдера несколько, но тут зависит больше от самой реализации «в металле», а не в «перспективности схемы». Есть достаточно вариантов построенных по классической схеме, которые печатают лучше чем «перспективные».В плане простоты и бюджетных решений возможно использование схемы Прюши — X,Z-Head Y-Bed, хотя она и имеет врожденную предрасположенность к Z-воблингу. Но цена… Если критично, то смотрим на них.Остальные схемы не несут ни каких преимущества, а скорее имеют букет недостатков. Это показательно видно по их количеству в общей массе предлагаемых принтеров, по сравнению с вышеуказанными схемами.
Скорость печатиПараметр на самом деле не самый важный в принтере. Все принтеры печатают сложные детали примерно на одной скорости. Есть модели принтеров, которые могут печатать на более высокой скорости, но тут надо смотреть с каким качеством они это делают. Нам же надо получить качественное изделие на выходе, а не налепленную бесформенную кучу пластика?Все эти рекорды скорости показываются на более-менее простых деталях больших размеров. С неважно каким качеством поверхности. Если вы нуждаетесь именно в таком варианте, то да, есть смысл поискать рекордсменов. В остальных случаях 50-100мм\сек скорость печати у большинства принтеров и на сложных деталях «рекордсмены» будут печатать не особо быстрее.
Подогреваемый столНужен или нет подогреваемый стол и соответственно возможность печати АБС? Да, не особо. По факту АБС имеет преимущество перед ПЛА только в теплостойкости. И то сейчас появились менее проблемные пластики с большой, чем у АБС теплостойкостью.Сам же АБС имеет целый букет врожденных недостатков — большая усадка и плохая спаиваемость слоев (по сравнению с ПЛА). По инерции многие его продвигают, но показателен пример многих производителей принтеров, которые отказались от подогреваемого стола и пользователи прекрасно обходятся без него.Большинством всех остальных пластиков — нейлон,флекс, руббер и тд вполне можно печатать на холодном столе без каких либо проблем, при обеспечении нормальной адгезии.Если же вы все таки не можете обойтись без АБС, то…. Если вам нужна КАЧЕСТВЕННАЯ печать и минимум геморроя, то камера у принтера должна быть закрыта — сквозняки главный враг АБС. Можно печатать и без нее, но количество брака возрастает в разы. Поэтому подумайте нужны ли вам испорченные нервы за ваши же деньги?Минусы подогреваемого стола — время потраченное на предварительный нагрев и более высокий расход электроэнергии. Хотя расход, я думаю мало кого волнует.
Какой экструдер должен быть на принтере?Директ или Боуден? Боуден теоретически за счет своего веса дает возможность более точного позиционирования и скорости печати. Но у него есть определенные трудности с печатью гибкими пластиками. Они решаемы, но будьте готовы к ним.
Один или два экструдера?Ранее я рекомендовал два, но сейчас скажу прямо — если вы не планируете печатать материалом с поддержками из растворяемых материалов, то он не особо и нужен . Если цене отличается между одно и двух-экструдерным вариантом, то переплачивать имхо не стоит.Опять же про растворяемые поддержки. По факту более-менее качественно печатать из коробки может двумя экструдерами только один притер. У всех остальных это рулетка из-за того, что сопло второго экструдера может цеплять поверхность.Сам я имел двух-экструдерный клон MakerBot-а и скажу честно, что печать второй экструдер был нужен только для быстрой смены на другой пластик.
Качество печатиПо факту принтер должен печатать по минимуму 0.05-0.1 мм. Ниже смысла нет. Такое качество обеспечивает большинство нормальных принтеров. Но печатать он должен хорошо, а не с плясками с бубном.
Возможность печати с SD-картыОчень нужная «фишка». Если у принтера предусмотрен такой режим, то он может независимо печатать и находится в любом месте. И не быть привязанным к компьютеру.Главная неприятность при печати с компьютера может возникнуть от того, что при любых «тормозах» мы имеем не иллюзорные шансы «поймать» брак при печати. Даже на мощных конфигурациях компьютера, Windows может выкинуть фортель с подвисшим приложением, которое тормозит всю систему.Можно конечно выделить под принтер отдельный компьютер или ноутбук, но это не бюджетно и все равно не гарантирует 100% безопасность от подвисаний.Поэтому принтеры с SD-портом однозначно наш выбор.
Диаметр нитиПо факту, все большее распространение получил филамент диаметром 1,75. И все новые пластики выпускаются именно в этом типоразмере. Но есть принтеры которые имеют отменное качество и скорость печати, но «питаются» 3мм пластиком. Если вы планируете печатать в основном АБС и ПЛА и готовы мирится с меньшим разнообразием пластика, то выбираем такой вариант.Если же вы хотите попробовать/работать со всем разнообразием материалов, то надо выбирать 1,75мм.
Диаметр сопла экструдераСамый распространенный 0,4мм . Достаточно много встречается 0,3-0,35мм. Принципиальной разницы в качестве/скорости нет — можно пренебречь.Возможность замены сопла, фишка интересная, но особо не нужная. Если вы не собираетесь экспериментировать, а просто качественно печатать, то сменное сопло не нужно.Почему? Печать соплами 0,1-0,2 медленна и печальна. Сопло требует качественного пластика и постоянно засоряется. Практического смысла нет — так побаловаться только. У ребят были разовые заказы, которые требовали такого сопла. Но это разовые случаи и ими можно пренебречь.Сопло 0,6 и более — обычно ставится на принтеры с большой площадью печати, чтобы обеспечить скорость. Если вы не планируете массовые забеги на такие размеры(вы бы тогда сразу купили принтер под такое, не правда ли?), то и сменное сопло не нужно. Есть еще частный случай печати макетов ваз/посуды по технологии от компании Филаментарно, но если вы не планируете — смотрим первый пункт про цели покупки принтера, то тоже это не надо.
ГарантииЭто тоже немаловажный фактор. Особенно если вы берете принтер для работы, а не для развлечений. Не надо объяснять, что простой принтера может дорого стоить и поэтому вопросом гарантии надо озадачится заранее. Да обычно это накладывает отпечаток на ценник принтера, но оно того стоит.Если же вы берете для себя и вам пофиг сколько ждать или считаете себя гуру и можете сами разобраться в устройстве, то выбирайте бюджетные решения от дяди Васи из гаража и потом не жалуйтесь.
ОбучениеВы хотите быстро и без проблем освоить принтер и не сломать его? Да я не оговорился насчет сломать — большинство проблем с принтером на начальном этапе возникают по вине пользователя. Вернее его «шаловливых ручек». Поэтому чтобы не лезть куда не надо и не насиловать принтер, а так же сократить время освоение надо обучиться у специалистов. Вам быстро и доступно объяснят, что делать надо, а что нет. Как и каким пластиком печатать.Сейчас есть достаточно продавцов принтеров, которые предоставляют бесплатное обучение при покупке принтера.
Ну и фото с 3D-Print Expo 2015 ![]()

3d-print-nt.ru


.png)