АНОДИРОВАНИЕ И ОКСИДИРОВАНИЕ АЛЮМИНИЯ. Ан хром окс
Ан.окс.хром. — Гальванические покрытия


Анодирование (оксидирование) электрохимическое оксидирование, образование защитной оксидной плёнки на поверхности металлических изделий электролизом. При анодировании изделие, погруженное в электролит, соединяют с положительно заряженным электродом источника тока (анодом). Плёнка толщиной от 1 до 200 мкм защищает металл от коррозии, обладает электроизоляционными свойствами и служит хорошей основой для лакокрасочных покрытий.Анодирование применяют для декоративной отделки изделий из алюминия и его сплавов, эмалеподобных покрытий на алюминии и некоторых его сплавах, а также используют для защиты от коррозии магниевых сплавов, повышения антифрикционных свойств титановых сплавов, для покрытия деталей радиоэлектронной аппаратуры из ниобия, тантала и др., в самолёто-, ракето- и приборостроении, радиоэлектронике.Сразу после механической обработки алюминий взаимодействует с кислородом воздуха, поэтому при нормальных условиях поверхность всегда покрыта тонкой оксидной пленкой. Структура пленки и ее состав зависят от воздействия атмосферных явлений. Но алюминий всегда имеет оксидную пленку толщиной 2-3 нм. Эта пленка защищает металл от дальнейшего окисления и обладает превосходной электропроводностью. Оксидная плёнка образуется на чистом алюминии, при комнатной температуре и имеет аморфную структуру (не кристаллическую) и поэтому не является хорошей коррозионной защитой.
Защита алюминия от коррозии реализуется путем создания на его поверхности кристаллической оксидной пленки толщиной 20-30 микрон. На следующих этапах процесса оксидирования алюминия эта пленка может быть окрашена или может сохранить естественный цвет.Оксидирование алюминия позволяет так же получить различные декоративные эффекты, такие как зеркальная поверхность, матовая и полуматовая поверхность, имитация полированной и шлифованной нержавеющей стали.
Прежде чем приступить к процессу оксидирования алюминия необходимо очистить поверхность алюминия от загрязнений и убрать оксидную пленку. Для этого проводят процессы обезжиривания и травления.
Процесс, в результате которого, происходит образование на поверхности металла высокопористых оксидных слоев алюминия. Процесс оксидирования алюминия является электрохимическим.
Барьерная — оксидная пленка растет в нейтральных растворах, в которых оксид алюминия трудно растворим. Преимущественно это бораты аммония, фосфаты или тартраты.
Пористая– оксидная пленка растет в кислых электролитах , в которых оксид может не только осаждаться, но и растворяться. Наиболее широко используется разбавленная серная кислота Н2SO4 . Можно также использовать щавелевую и фосфорную кислотыты.
В первые секунды анодирования на алюминии образуется барьерный слой, сначала формирующийся в активных центрах на поверхности металла. Из этих зародышей вырастают полусферические линзообразные микроячейки, срастающиеся затем в сплошной барьерный слой. При соприкосновении с шестью окружающими ячейками образуется форма гексагональной призмы с полусферой в основании. Под влиянием локальных воздействий ионов электролита в барьерном слое зарождаются поры (в центре ячеек), число которых обратно пропорционально напряжению. В поре толщина барьерного слоя уменьшается, и, как следствие, увеличивается напряженность электрического поля, при этом возрастает плотность ионного тока вместе со скоростью оксидирования. Но, поскольку растет и температура в поровом канале, способствующая вытравливанию поры, наступает динамическое равновесие, и толщина барьерного слоя остается практически неизменной.
На этом процесс анодирования заканчивается, мы получаем покрытие с замечательными оптическими и технологическими свойствами.
Коврик антискользящий купить
Покрытые изделия могут служить десятилетиями без изменения своих декоративных свойств. Анодная защита от коррозии настолько эффективна, что может защитить детали от самых агрессивных воздействий. Эти замечательные свойства давно оценили производители автомобилей, строители, военные, авиапроизводители.
Поделиться ссылкой:
Понравилось это:
Нравится Загрузка...
dneprof.com
АНОДИРОВАНИЕ И ОКСИДИРОВАНИЕ АЛЮМИНИЯ: ООО "НПП Электрохимия"
Главная → Анодирование и оксидирование алюминия

--> Заказать СЕРЕБРИСТОЕ (БЕСЦВЕТНОЕ) АНОДИРОВАНИЕ алюминия
--> Заказать ЧЕРНОЕ АНОДИРОВАНИЕ алюминия
--> Заказать АНОДИРОВАНИЕ АЛЮМИНИЯ С ХРОМАТНЫМ НАПОЛНЕНИЕМ
1. ОБЩИЕ СВЕДЕНИЯ О ПРОЦЕССЕ АНОДИРОВАНИЯ АЛЮМИНИЯ.
Поверхность алюминия и его сплавов ввиду склонности к пассивации постоянно покрыта естественной окисной пленкой, толщина которой зависит от температуры окружающей среды и составляет обычно 2-5 нм. Коррозионную стойкость и механическую прочность алюминия и его сплавов можно увеличить в десятки и сотни раз, подвергая поверхность металла электрохимическому оксидированию (анодированию).
Анодное оксидирование алюминия (обозначение: Ан.Окс.[тип оксидной пленки]) - процесс получения на алюминии оксидной пленки химически или электрохимически из растворов кислот и щелочей. В качестве электролита при электрохимическом анодировании применяются: серная, фосфорная, сульфосалициловая кислота, хромовый ангидрид и т.п. Анодирование в основном идет при повышенном напряжении, в зависимости от электролита от 12 до 120 В. При прохождении тока через электролит в зависимости от его состава образующиеся продукты реакции на алюминиевом аноде могут полностью растворяться, образовывать на поверхности металла прочно сцепленное компактное и электроизоляционное оксидное покрытие толщиной 1,4 нм/В или частично растворяться в электролите и образовывать пористое оксидное покрытие толщиной в десятки и сотни мкм.
Анодное оксидирование придает поверхности алюминия и его сплавов высокие коррозионную стойкость, твердость, износостойкость, термостойкость, каталитическую активность, декоративный вид.
Анодно-оксидные покрытия разделяют на следующие группы:
- защитные;
- защитно-декоративные;
- твердые;
- электроизоляционные;
- тонкослойные;
- эматаль;
- Цветные или окрашенные.
Что касается состава анодно-оксидных покрытий, то тонкие беспористые пленки представляют собой в основном безводный оксид алюминия, который в чистом виде располагается у границы с металлом. В тонкие беспоритые анодные покрытия внедряются от 0,6 до 20 % борного ангидрида (для электролитов с борной кислотой), значительное количество других ионов.
На границе раздела оксид-электролит находят небольшую часть гидратированного оксида Al2O3*h3O. (бемит).
Пористые анодно-оксидные покрытия состоят в основном из аморфного оксида алюминия и частично включают гамма-Al2O3. Содержание воды в покрытиях, полученных в сульфатных и оксалатных электролитах, достигает 15%. В зависимости от условий формирования вода в оксидном покрытии моет находиться в составе бемита (Al2O3*h3O) или байерита (Al2O3*3h3O). Покрытия содержит значительное количество анионов электролитов, массовая доля которых, %: до 14 сульфата, до 3 оксалата, менее 0,1 хрома. Наибольшее количество анионов находится в наружном слое покрытий. 50-60% анионов удерживаются капиллярными силами в порах, остальные прочно связаны с оксидами и распределены достаточно равномерно по толщине покрытия. Последние называют структурными анионами. Примеси металлов, содержащиеся в сплавах алюминия, в большинстве своем остаются в оксидной пленке (железо, медь, кремний, магний, кальций). Цинк и титан присутствуют в виде следов с содержанием 0,1%. В цветных анодно-оксидных пленках обнаруживаются включения углерода, серы и их оксидные соединения, которые и придают окраску.
С увеличением количества примесей в металле, повышением температуры электролитов и плотности анодного тока увеличивается нерегулярность микроструктуры оксидных покрытий (нарушается перпендикулярность роста ячеек и пор, их параметры становятся более неравномерными). Наиболее хаотичная структура наблюдается в пленках, сформированных на алюминиевых сплавах в растворах хромовой и ортофосфорной кислот.
2. ТЕОРИИ ОБРАЗОВАНИЯ АНОДНООКСИДНОЙ ПЛЕНКИ.
Существуют две теории образования и роста анодно-оксидных покрытий: струткурно-геометрическая и коллоидно-электрохимическая.
С позиции первой теории при наложении на алюминиевый электрод анодного напряжения (т.е подключение его к (+) ) сначала формируется компактная оксидная пленка, наружная часть которой в электролитах, растворяющих оксид, начинает растворяться в дефектных местах и переходить в пористое покрытие. Дальнейший рост анодно-оксидного покрытия происходит на дне образовавшихся пор за счет превращения все более глубоких слоев металла в оксид. Покрытие состоит из гексагональных ячеек. Прилегающий к металлу барьерный слой толщиной 1-1,1 нм/ В состоит из беспористых ячеек. Ячейки пористого слоя имеют в середине одну пору. Диаметр пор и их число зависят от природы электролита и режима анодирования. Под действием электролита оксид, образующий стенки ячеек, гидратируется. При этом происходит адсорбция воды, анионов электролита и продуктов анодной реакции.
С позиции второй теории образование анодно-оксидных покрытий начинается с возникновения мельчайших частиц оксида, происходящего в результате встречи потока ионов. Адсорбция анионов и воды обуславливает отрицательный заряд частиц. С увеличением числа частиц они превращаются в полиионы - палочкообразные мицеллы, которые образуют скелет ориентированного геля оксида алюминия. В него внедряются анионы электролита. Под действие м отрицательного заряда мицеллы подходят к поверхности и сращиваются с металлом. Наряду с процессами образования мицеллярных слоев с участием анионов протекают сопряженные процессы растворения образующегося оксида. Состав и свойства анодно-оксидных покрытий Тонкие и беспористые анодно-оксидные покрытия представляют собой в основном безводный оксид алюминия, который в чистом виде располагается у границы с металлом. В тонкие беспористые покрытия внедряются от 0,6 до 20% борного ангидрида (электролиты с борной кислотой), значительное количество других ионов. На границе раздела оксид-электролит находят небольшую часть гидратированного оксида алюминия Al2O3*h3O (бемит). Пористые анодно-оксидные покрытия состоят в основном из аморфного оксида алюминия и частично включают гамма-Al2O3 . Содержание воды в покрытиях, полученных в сульфатных и оксалатных электролитах, достигает 15%. В зависимости от условий формирования вода в оксидном покрытии может находиться в составе бемита или байерита (Al2O3*3h3O). Покрытия содержат значительное количество анионов электролитов.
3. ЦВЕТНЫЕ АНОДНООКСИДНЫЕ ПОКРЫТИЯ.
Аноднооксидные покрытия могут окрашиваться как напрямую в электролитах, так и путем наполнения в красителях органической и неорганической природы.
Покрытия, полученные в некоторых нестандартных типах электролитов, имеют обычно желтоватый оттенок. Если в этих электролитах алюминий и его сплавы анодируются вначале переменным, а затем постоянным током, покрытия получаются окрашенными в цвет от светло-соломенного до золотистого и бронзового.
Окрашивание анодных пленок может происходить также при получении пористого покрытия с наполнением в отдельном растворе. Данный способ можно считать классическим. Прозрачные и полупрозрачные защитно-декоративные покрытия алюминия и его сплавов окрашивают в водных прямых кислотных органических красителей. Содержание красителей в растворах колеблется от 0,1-0,5 г/л для светлых тонов до 5 для интенсивного и 10-15 для черного цвета. Температура растворов 50-70, время окрашивания от 300 до 1800 с. Окраска покрытий, полученных в различных электролитах, различается из-за различия свойств пористости и естественного цвета покрытия. Для получения необходимых цветов используют смеси анилиновых красителей. Некачественная окраска удаляется в растворе перманганата калия и азотной кислоты. Кроме органических красителей применяются и неорганические. Так, ограниченную цветовую гамму, но более светостойкую окраску анодно-оксидных покрытий получают реакцией двойного обмена в растворах неорганических солей.
4. УПЛОТНЕНИЕ АНОДНЫХ ПЛЕНОК.
Коррозионная стойкость алюминия и его сплавов (особенно в воде и водных средах), может быть повышена уплотнением в растворе хромовых солей. Обычно используется натриевая соль ввиду экономической целесообразности. Составы для уплотнения анодно-оксидного покрытия в бихроматах регламентируются техническими условиями DEF151 и основаны на работах, первоначально выполненных в СССР и США.
Различают составы на основе бихромата натрия с карбонатом или гидроксидом натрия и на основе бихромата натрия. Оба раствора работают при температуре 96о С. Обработка в первом растворе для уплотнения анодированного алюминия длится 5-10 минут. Данное время недостаточно для проведения полного уплотнения оксидной анодной пленки гидратацией, но оно обеспечивает поглощение значительного количества хроматов. Анодное покрытие окрашивается после этого в желтый цвет. Интенсивность окрашивания в желтый цвет повышается в зависимости от толщины покрытия. Процесс уплотнения позволяет выявить некачественно анодированное покрытие.
Второй состав для уплотнения анодированного алюминия в бихромате без других добавок подразумевает обработку на протяжении времени, которое было потрачено на само анодирование. Этот состав обеспечивает удовлетворительную степень гидратации, но не обязательно полное уплотнение.
|
Электролит |
Рабочая температура |
Напряжение на ванне |
Число пор на 1 м2 n*1012 |
|
Серная кислота (15%) |
10 |
15 20 30 |
79,1 53,1 28,4 |
|
Хромовая кислота (3%) |
29 |
20 40 60 |
22,2 8,28 4,29 |
Коррозионная стойкость анодированного алюминия возрастает в ряду: 1. анодированный алюминий --> 2. анодированный алюминий с уплотнением --> 3. анодированный алюминий с наполнением в красителях и уплотнением в воде--> 4. анодированный с уплотнением в хроматах.
5. ОБОЗНАЧЕНИЕ АНОДНЫХ ПОКРЫТИЙ НА АЛЮМИНИИ.
Обозначение анодных покрытий:
Ан.Окс. - простое анодирование алюминия;
Ан.Окс.нв - анодирование алюминия с наполнением в воде;
Ан.Окс.тв - твердое;
Ан.Окс.из - электроизоляционное;
Ан.Окс.эмт - эматаль;
Аноцвет - цветное, полученное непосредственно из ванны анодирования;
Ан.Окс. (цвет красителя) - анодирование с наполнением в красителе;
Ан.окс.нхр (иногда хр, хотя это не совсем точно) - анодирование с наполнением в растворах хроматах;
Ан.Окс.эмт. (цвет красителя) - эматаль с наполнением в красителях.
Данная статья является интеллектуальной собственностью ООО "НПП Электрохимия" Любое копирование без прямой ссылки на сайт www.zctc.ru преследуется по закону. Текст статьи обработан сервисом Яндекс "Оригинальные тексты"
zctc.ru
Ан.окс.нхр — Гальванические покрытия

За счет чего мы получаем процесс твердого анодирования? Обычная анодная реакция проходит при комнатной температуре. Данную температуру к тому же нужно поддерживать, потому что в ходе реакции выделяется тепло. Для этого нужно использовать специальные холодильные установки. Если мы понизим температуру от обычной еще на 10 градусов Цельсия, то получим холодное анодное покрытие. Цветное анодирование алюминия в идеале проводиться при температуре в 60 – 70о С. При данной температуре мы получаем наиболее хорошее качество покраски, но вот качеством защитного слоя мы похвастаться не можем. В этом есть конфликт цветного холодного оксидирования. Цветное холодное анодирование проводится при температуре до 10о С. Анодный слой получается вполне приемлемый, но есть и минус. Цветное холодное анодирование боится солнца, поэтому детали для цветного холодного оксидирования выпускаются для закрытого использования, то есть внутри дома, помещения.
Опыты показывают, что покрытие простого анодирования можно провести с титаном и даже сталью, но вот цветное анодирование и холодное анодирование удается провести только с алюминием, притом опять же не со всеми сплавами.
dneprof.com
Заказать хроматное анодирование алюминия в ЕКБ. Срочно. Цены
Заказать
Есть вопросы? [email protected] // 8-912-044-66-44, 8-953-822-86-85
Пример обозначения аноднооксидного покрытия алюминия с хроматным наполнением: Ан.Окс.нхр. (устаревшее обозначение Ан.Окс.хр).
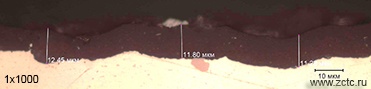
Толщина покрытия обычно не указывается. Обозначение при толщине, например, 9 мкм: Ан.Окс9нхр.
Оптимальный ряд толщин в диапазоне 6-20 мкм.
Окончательный цвет анодированного алюминия с уплотнением в хроматах зависит от марки алюминиевого сплава и вида механической обработки его поверхности!
Заказать анодирование металла (алюминий, дюраль, Д16, АМГ, АМЦ, АД, ВТ) по ГОСТ 9.305-84 вы можете по телефонам и электронной почте, указанным в разделе "КОНТАКТЫ". Для ускорения расчетов просим воспользоваться специальной формой для on-line заказа. Гарантия на покрытие согласно ОСТ5 Р.9048-96.
Описание покрытия. Аноднооксидное покрытие с наполнением в хроматах по структуре аналогично серебристому анодированию, имеет приятный зеленовато-желтый цвет, оттенок которого варьируется в зависимости от анодируемого сплава. На Д16 покрытие более темное, на АМГ6 - светлое. Разница заключается в процессе наполнения пор в покрытии. Известно, что анодные пленки образуются пористыми, т.к. в отсутствии пор рост их был бы просто невозможен. Пористсоть пленок благоприятно сказывается на адгезии к покрытию различных лакокрасочных и клеевых материалов. Однако, с точки зрения коррозионной стойкости пористость крайне нежелательна. Для устранения этого явления анодные покрытия после получения уплотняют. Если серебристые анодные пленки получаются после уплотнения в воде, то зеленые (хроматные) - после уплотнения в соединениях шетивалентного хрома (т.е. при изменении состава раствора для уплотнения цветом и свойствами пленок можно управлять). Наполнение в хроматах позволяет "закупорить" поры соединениями шестивалентного и трехвалентного хрома, являющимися ингибиторами коррозии в нейтральных и слабокислых средах. Поэтому коррозионная стойкость оксидных покрытий наполненных в хроматах выше, чем наполненных в воде.
Микротвердость аноднооксидного покрытия на сплавах марок Д1, Д16, В95, АК6, АК8: 1960-2450 МПа; на сплавах марок А5, А7, А99, АД1, АМг2, АМг2с, Амг3, АМг5, Амr6, АМц, АВ: 2940-4900 МПа; микротвердость эматалевого покрытия: 4900 МПа.
Удельное электрическое сопротивление поверхности анодированного алюминия: 1012 Ом⋅м.
Достоинства анодного оксидирования алюминия с наполнением в хроматах:
а) Исключительно высокая коррозионная стойкость по сравнению с другими видами анодирования алюминия аналогичной толщины.
б) Остальные достоинства аналогичны достоинствам серебристой анодировки.
Недостатки анодирования алюминия с уплотнением в хроматах:
а) Неэкологичны за счет входящего в состав покрытия шестивалентного хрома. По этой же причине они не могут применяться в пищевом оборудовании и изделиях, контактирующих с кожей и мягкими тканями человека.
б) Остальные недостатки аналогичны серебристому анодному покрытию.
Принимаем заказы на анодирование алюминия с наполнением в хроматах как в Свердловской области (Екатеринбург, Алапаевск, Асбест, Березовский, Верхняя Пышма, Верхотурье, Ирбит, Каменск-Уральский, Камышлов, Краснотурьинск, Красноуфимск, Нижний Тагил, Новоуральск, Полевской, Ревда, Реж, Серов, Североуральск и другие), так и по всему Уралу и России (Челябинск, Пермь, Уфа, Тюмень, Казань, Новосибирск, Москва и другие).
Подробнее об анодировании алюминия:
ОБ АНОДИРОВАНИИ АЛЮМИНИЯ.
ОБ АНОДИРОВАНИЕ РАДИАТОРОВ (СЕРЕБРИСТОЕ И ЧЕРНОЕ).
ПРОЕКТИРОВАНИЕ ИЗДЕЛИЙ ИЗ АЛЮМИНИЯ ДЛЯ ГАЛЬВАНИЧЕСКОГО ПОКРЫТИЯ.
zctc.ru
Ан.Окс.Хром — с русского на английский
Ничего не найдено.
Попробуйте поискать во всех возможных языках, поискать в обратном направлении
или измените свой поисковый запрос.
См. также в других словарях:
Словесные названия российского оружия — … Википедия
Приложение. Словарь греко-латинских терминоэлементов — (этимологический справочник) 1. «Словарь греко латинских терминоэлементов» призван помочь врачу или студенту медицинского учебного заведения лучше разобраться в структуре многих терминов, заимствованных из греческого и латинского языков или… … Медицинская энциклопедия
13020.1 — ГОСТ 13020.1{ 85} Хром металлический. Метод определения хрома. ОКС: 77.100 КГС: В19 Методы испытаний. Упаковка. Маркировка Взамен: ГОСТ 13020.1 75 Действие: С 01.07.86 Текст документа: ГОСТ 13020.1 «Хром металлический. Метод определения хрома.» … Справочник ГОСТов
13020.11 — ГОСТ 13020.11{ 85} Хром металлический. Методы определения цинка, свинца и висмута. ОКС: 77.100 КГС: В19 Методы испытаний. Упаковка. Маркировка Взамен: ГОСТ 13020.11 75 Действие: С 01.07.86 Изменен: ИУС 1/87 Текст документа: ГОСТ 13020.11 «Хром… … Справочник ГОСТов
13020.12 — ГОСТ 13020.12{ 85} Хром металлический. Метод определения мышьяка. ОКС: 77.100 КГС: В19 Методы испытаний. Упаковка. Маркировка Взамен: ГОСТ 13020.12 75 Действие: С 01.07.86 Текст документа: ГОСТ 13020.12 «Хром металлический. Метод определения… … Справочник ГОСТов
13020.13 — ГОСТ 13020.13{ 85} Хром металлический. Метод определения сурьмы. ОКС: 77.100 КГС: В19 Методы испытаний. Упаковка. Маркировка Взамен: ГОСТ 13020.13 75 Действие: С 01.07.86 Текст документа: ГОСТ 13020.13 «Хром металлический. Метод определения… … Справочник ГОСТов
13020.14 — ГОСТ 13020.14{ 85} Хром металлический. Методы определения меди. ОКС: 77.100 КГС: В19 Методы испытаний. Упаковка. Маркировка Взамен: ГОСТ 13020.14 75 Действие: С 01.07.86 Текст документа: ГОСТ 13020.14 «Хром металлический. Методы определения… … Справочник ГОСТов
13020.15 — ГОСТ 13020.15{ 85} Хром металлический. Методы определения олова. ОКС: 77.100 КГС: В19 Методы испытаний. Упаковка. Маркировка Взамен: ГОСТ 13020.15 75 Действие: С 01.07.86 Изменен: ИУС 1/87 Текст документа: ГОСТ 13020.15 «Хром металлический.… … Справочник ГОСТов
13020.16 — ГОСТ 13020.16{ 85} Хром металлический. Метод определения кобальта. ОКС: 77.100 КГС: В19 Методы испытаний. Упаковка. Маркировка Взамен: ГОСТ 13020.16 75 Действие: С 01.07.86 Текст документа: ГОСТ 13020.16 «Хром металлический. Метод определения… … Справочник ГОСТов
13020.4 — ГОСТ 13020.4{ 85} Хром металлический. Метод определения фосфора. ОКС: 77.100 КГС: В19 Методы испытаний. Упаковка. Маркировка Взамен: ГОСТ 13020.4 75 Действие: С 01.07.86 Текст документа: ГОСТ 13020.4 «Хром металлический. Метод определения фосфора … Справочник ГОСТов
13020.5 — ГОСТ 13020.5{ 85} Хром металлический. Методы определения кремния. ОКС: 77.100 КГС: В19 Методы испытаний. Упаковка. Маркировка Взамен: ГОСТ 13020.5 75 Действие: С 01.07.86 Текст документа: ГОСТ 13020.5 «Хром металлический. Методы определения… … Справочник ГОСТов
translate.academic.ru
Ан.Окс.Хром — с русского на казахский
Словесные названия российского оружия — … Википедия
Приложение. Словарь греко-латинских терминоэлементов — (этимологический справочник) 1. «Словарь греко латинских терминоэлементов» призван помочь врачу или студенту медицинского учебного заведения лучше разобраться в структуре многих терминов, заимствованных из греческого и латинского языков или… … Медицинская энциклопедия
13020.1 — ГОСТ 13020.1{ 85} Хром металлический. Метод определения хрома. ОКС: 77.100 КГС: В19 Методы испытаний. Упаковка. Маркировка Взамен: ГОСТ 13020.1 75 Действие: С 01.07.86 Текст документа: ГОСТ 13020.1 «Хром металлический. Метод определения хрома.» … Справочник ГОСТов
13020.11 — ГОСТ 13020.11{ 85} Хром металлический. Методы определения цинка, свинца и висмута. ОКС: 77.100 КГС: В19 Методы испытаний. Упаковка. Маркировка Взамен: ГОСТ 13020.11 75 Действие: С 01.07.86 Изменен: ИУС 1/87 Текст документа: ГОСТ 13020.11 «Хром… … Справочник ГОСТов
13020.12 — ГОСТ 13020.12{ 85} Хром металлический. Метод определения мышьяка. ОКС: 77.100 КГС: В19 Методы испытаний. Упаковка. Маркировка Взамен: ГОСТ 13020.12 75 Действие: С 01.07.86 Текст документа: ГОСТ 13020.12 «Хром металлический. Метод определения… … Справочник ГОСТов
13020.13 — ГОСТ 13020.13{ 85} Хром металлический. Метод определения сурьмы. ОКС: 77.100 КГС: В19 Методы испытаний. Упаковка. Маркировка Взамен: ГОСТ 13020.13 75 Действие: С 01.07.86 Текст документа: ГОСТ 13020.13 «Хром металлический. Метод определения… … Справочник ГОСТов
13020.14 — ГОСТ 13020.14{ 85} Хром металлический. Методы определения меди. ОКС: 77.100 КГС: В19 Методы испытаний. Упаковка. Маркировка Взамен: ГОСТ 13020.14 75 Действие: С 01.07.86 Текст документа: ГОСТ 13020.14 «Хром металлический. Методы определения… … Справочник ГОСТов
13020.15 — ГОСТ 13020.15{ 85} Хром металлический. Методы определения олова. ОКС: 77.100 КГС: В19 Методы испытаний. Упаковка. Маркировка Взамен: ГОСТ 13020.15 75 Действие: С 01.07.86 Изменен: ИУС 1/87 Текст документа: ГОСТ 13020.15 «Хром металлический.… … Справочник ГОСТов
13020.16 — ГОСТ 13020.16{ 85} Хром металлический. Метод определения кобальта. ОКС: 77.100 КГС: В19 Методы испытаний. Упаковка. Маркировка Взамен: ГОСТ 13020.16 75 Действие: С 01.07.86 Текст документа: ГОСТ 13020.16 «Хром металлический. Метод определения… … Справочник ГОСТов
13020.4 — ГОСТ 13020.4{ 85} Хром металлический. Метод определения фосфора. ОКС: 77.100 КГС: В19 Методы испытаний. Упаковка. Маркировка Взамен: ГОСТ 13020.4 75 Действие: С 01.07.86 Текст документа: ГОСТ 13020.4 «Хром металлический. Метод определения фосфора … Справочник ГОСТов
13020.5 — ГОСТ 13020.5{ 85} Хром металлический. Методы определения кремния. ОКС: 77.100 КГС: В19 Методы испытаний. Упаковка. Маркировка Взамен: ГОСТ 13020.5 75 Действие: С 01.07.86 Текст документа: ГОСТ 13020.5 «Хром металлический. Методы определения… … Справочник ГОСТов
translate.academic.ru
Анодирование — Гальванические покрытия
Анодирование (оксидирование) электрохимическое оксидирование, образование защитной оксидной плёнки на поверхности металлических изделий электролизом. При анодировании изделие, погруженное в электролит, соединяют с положительно заряженным электродом источника тока (анодом). Плёнка толщиной от 1 до 200 мкм защищает металл от коррозии, обладает электроизоляционными свойствами и служит хорошей основой для лакокрасочных покрытий.Анодирование применяют для декоративной отделки изделий из алюминия и его сплавов, эмалеподобных покрытий на алюминии и некоторых его сплавах, а также используют для защиты от коррозии магниевых сплавов, повышения антифрикционных свойств титановых сплавов, для покрытия деталей радиоэлектронной аппаратуры из ниобия, тантала и др., в самолёто-, ракето- и приборостроении, радиоэлектронике.Сразу после механической обработки алюминий взаимодействует с кислородом воздуха, поэтому при нормальных условиях поверхность всегда покрыта тонкой оксидной пленкой. Структура пленки и ее состав зависят от воздействия атмосферных явлений. Но алюминий всегда имеет оксидную пленку толщиной 2-3 нм. Эта пленка защищает металл от дальнейшего окисления и обладает превосходной электропроводностью. Оксидная плёнка образуется на чистом алюминии, при комнатной температуре и имеет аморфную структуру (не кристаллическую) и поэтому не является хорошей коррозионной защитой.
Защита алюминия от коррозии реализуется путем создания на его поверхности кристаллической оксидной пленки толщиной 20-30 микрон. На следующих этапах процесса оксидирования алюминия эта пленка может быть окрашена или может сохранить естественный цвет.Оксидирование алюминия позволяет так же получить различные декоративные эффекты, такие как зеркальная поверхность, матовая и полуматовая поверхность, имитация полированной и шлифованной нержавеющей стали.
Прежде чем приступить к процессу оксидирования алюминия необходимо очистить поверхность алюминия от загрязнений и убрать оксидную пленку. Для этого проводят процессы обезжиривания и травления.
Процесс, в результате которого, происходит образование на поверхности металла высокопористых оксидных слоев алюминия. Процесс оксидирования алюминия является электрохимическим.
Существуют два вида оксидных пленок, которые образуются в процессе анодирования — барьерная и пористая.
Барьерная — оксидная пленка растет в нейтральных растворах, в которых оксид алюминия трудно растворим. Преимущественно это бораты аммония, фосфаты или тартраты.
Пористая– оксидная пленка растет в кислых электролитах , в которых оксид может не только осаждаться, но и растворяться. Наиболее широко используется разбавленная серная кислота Н2SO4 . Можно также использовать щавелевую и фосфорную кислотыты.
В первые секунды анодирования на алюминии образуется барьерный слой, сначала формирующийся в активных центрах на поверхности металла. Из этих зародышей вырастают полусферические линзообразные микроячейки, срастающиеся затем в сплошной барьерный слой. При соприкосновении с шестью окружающими ячейками образуется форма гексагональной призмы с полусферой в основании. Под влиянием локальных воздействий ионов электролита в барьерном слое зарождаются поры (в центре ячеек), число которых обратно пропорционально напряжению. В поре толщина барьерного слоя уменьшается, и, как следствие, увеличивается напряженность электрического поля, при этом возрастает плотность ионного тока вместе со скоростью оксидирования. Но, поскольку растет и температура в поровом канале, способствующая вытравливанию поры, наступает динамическое равновесие, и толщина барьерного слоя остается практически неизменной.
На этом процесс анодирования заканчивается, мы получаем покрытие с замечательными оптическими и технологическими свойствами.
Коврик антискользящий купить
Покрытые изделия могут служить десятилетиями без изменения своих декоративных свойств. Анодная защита от коррозии настолько эффективна, что может защитить детали от самых агрессивных воздействий. Эти замечательные свойства давно оценили производители автомобилей, строители, военные, авиапроизводители.
Поделиться ссылкой:
Понравилось это:
Нравится Загрузка...
Похожее
dneprof.com