Гальваника / 6. Хромирование. Сколько времени в минутах длится покрытие изделия слоем хрома
Продолжительность - хромирование - Большая Энциклопедия Нефти и Газа, статья, страница 1
Продолжительность - хромирование
Cтраница 1
Продолжительность хромирования рассчитывается исходя из заданной толщины хрома и скорости его наращивания при выбранном режиме хромирования. Толщина слоя хрома для деталей, шлифуемых после хромирования, складывается из толщины рабочего слоя хрома ( слой, повышающий износостойкость детали или пополняющий дефектный размер) и припуска на шлифовку. Припуск на шлифовку зависит от возможной точности установки детали на шлифовальный станок. Обычно он составляет 0 05 - 0 10 мм на сторону. [1]
Продолжительность хромирования определяется в зависимости от необходимой толщины слоя хрома. [2]
Продолжительность хромирования в обоих случаям зависит от толщины наносимого покрытия, но не должна быть менее 2 час. [3]
Продолжительность хромирования может быть определена с помощью табл. 63, в которой представлена зависимость времени выдержки от плотности тока при различных значениях выхода по току. [5]
Продолжительность хромирования зависит от требуемой толщины слоя хрома. При указанном режиме хромирования слой хрома толщиной 0 1 мм получается за 4 часа. Погруженные детали предварительно прогреваются в ванне при выключенном токе в течение 3 - 5 мин. [6]
Продолжительность хромирования составляет обычно 5 - 10 мин. [7]
Обычно продолжительность хромирования уточняется для каждого типа деталей практическим путем, что позволяет учесть потери тока на хромирование защитных катодов, на утечки через изоляцию, а также учесть неравномерность распределения покрытия на данных деталях. Плотность тока на катоде не всегда определяет производительность ванны. [9]
Для определения продолжительности хромирования в табл. 73 приведены скорость осаждения хрома в зависимости от плотности тока и выхода по току. [10]
В табл. 3 приведена зависимость продолжительности хромирования ( мин) от толщины слоя и плотности тока при выходах по току 13 и 17 5 %, характерных для универсального и саморегулирующегося электролитов. [11]
Плотность тока 3 а / дм2; температура ванны 20 - 22; продолжительность хромирования 2 - 3 мин. [12]
Для этого необходимо рационально загрузить ванны деталями, полностью загрузить их током, сократить продолжительность хромирования за счет уменьшения расчетного слоя хрома, увеличения выхода по току, повышения равномерности покрытия. Для рациональной загрузки ванн деталями целесообразно распределить их по группам таким образом, чтобы в каждой группе были детали однотипные: по габаритным размерам, толщине слоя хрома, величине хромируемой поверхности и форме. [13]
Катодная плотность тока 25 а / дм2; температура 18 - 20 С; продолжительность хромирования 5 - 10 мин. [14]
Режим работы: катодная плотность тока ( сила тока, отнесенная к площади кюветы с деталями) - 120 - 300 А / дм2; температура электролита - 38 - 45 С; продолжительность хромирования - 15 - 20 мин. [15]
Страницы: 1 2 3
www.ngpedia.ru
6. Хромирование - Стр 2
УСЛОВИЯ ХРОМИРОВАНИЯ.
Процесс износостойкого хромирования по сравнению с защитно-декоративным обладает некоторыми особенностями: 1) Напряжение на клеммах ванны более (около 5,5 в), что является результатом применения менее концентрированных электролитов. 2) Плотности тока, применяемые при хромировании, более высокие. 3) Толщина слоя хрома несоизмеримо больше, что является причиной значительной продолжительности процесса, достигающей в отдельных случаях 24 час. 4) Режим электролиза следует поддерживать в строго установленных пределах. Отклонения от установленной величины плотности тока и температуры электролита в процессе электролиза могут вызвать дополнительные напряжения в слое осажденного хрома. 5) Хромированию подвергаются обычно стальные и чугунные детали машин без покрытия промежуточным слоем какого-либо другого металла. Режимы хромирования, обеспечивающие получение блестящих (более твердых) и молочных (сравнительно мягких и эластичных) осадков, выбираются в зависимости от назначения деталей, условий их службы и требований, предъявляемых к покрытию. Ниже приведены основные режимы хромирования для получения осадков того или другого типа: а) при осаждении блестящего хрома:
Температура электролита ……………………………54 – 56о Катодная плотность тока Dк………………………….30 – 50 а/дм2 Температура электролита…………………………….66 – 68о Катодная плотность тока Dк………………………….80 – 100 а/дм2
б) при осаждении молочного хрома:
Температура электролита ……………………………68 – 72о Катодная плотность тока Dк………………………….25 – 30 а/дм2
в) при осаждении молочно-блестящего (дымчатого) хрома:
Температура электролита ……………………………60 – 65о Катодная плотность тока Dк………………………….30 – 35 а/дм2
При выборе режима хромирования следует считаться с рельефностью детали и формой применяемого анода, определяющими степень неравномерности распределения тока между ближними и дальними участками детали. При хромировании может оказаться, что отдельные участки поверхности детали не покрываются хромом. Для предупреждения этого рекомендуются следующие меры. При покрытии хромом деталей, имеющих некоторый рельеф, или при одновременном покрытии однотипных деталей, смонтированных на нескольких подвесках, хромирование следует начинать с толчка тока. При этом плотность тока должна быть, примерно, в 1,5 раза больше заданной. Продолжительность толчка тока составляет 2-3 мин., затем плотность тока постепенно, в течение нескольких минут, снижают до установленной величины. Если по техническим причинам невозможно создание толчка тока, то хромирование следует начинать хотя бы при установленной величине плотности тока или близкой к ней. Совершенно не допускается начинать электролиз с небольшой плотности тока, а затем повышать ее до требуемой величины. Размерное хромирование. Сущность размерного хромирования состоит в том, что детали покрываются слоем хрома точно до заданного размера и направляются в производство без последующей механической обработки. Размерное хромирование создает экономию в хромовом ангидриде и расходах на механическую обработку детали. При размерном хромировании требуется осадить слой хрома совершенно одинаковой толщины и точно сохранить первоначальную форму детали, например, при хромировании цилиндрических деталей не допускается конусность или овальность. Для размерного хромирования требуется применение фигурных анодов, специальных подвесных приспособлений, позволяющих жестко монтировать детали и аноды, а также изолирующих экранов. Монтаж должен выполняться таким образом, чтобы в процессе электролиза концентрация силовых линий тока была одинаковой на всей поверхности хромируемой детали. Значение величины выхода по току и плотности тока при хромировании позволяет точно определить время, необходимое для осаждения требуемой толщины стоя хрома. Расчет производится по формуле
τ = 1314 мин.,
где τ – время в мин., δ – толщина покрытия в мк, Dk – катодная плотность тока в а/дм2, η – выход по току в %.
Однако для получения доброкачественного слоя хрома строго определенной толщины необходимо, чтобы поверхность покрытия не была шероховатой или пористой. Поэтому следует обратить внимание на чистоту поверхности детали перед покрытием (отсутствие царапин, пор и т.д.) и правильность состава электролита. Если к покрываемой детали предъявляется высокие требования в смысле чистоты поверхности и границ допуска на изготовление, то размерное хромирование пригодно только при сравнительно малых толщинах слоя хрома. Примером могут служить гладкие калибры, хромируемые на толщину слоя 10-30 мк. Сравнительно толстые покрытия возможно наносить при размерном хромировании деталей с более широкой границей допусков, например, цилиндров двигателей внутреннего сгорания. Для этих деталей допускается некоторая конусность и эллипсность, величины которых практически лежат около 0,01 мм.
ХРОМИРОВАНИЕ АЛЮМИНИЯ.
7h3O, 200 г/л NaOH) в течение 30-40 сек., затем промывают водой и производят обработку в разбавленном 1:1 растворе HNO3 в течение 5-7 сек. Деталь промывается в воде и вновь погружается в тот же цинкатный раствор на 10 сек. После промывки деталь замешивается в ванну хромирования (желательно под током) и хромируется при обычных режимах. Хорошие результаты дает также гидропескоочистка с завешиванием деталей, покрытых мокрым песком, под током в ванну хромирования.При непосредственном хромировании алюминиевых сплавов основной задачей является подготовка поверхности детали к покрытию. Для этого деталь из алюминия или алюминиевого сплава протирается тканью, смоченной бензином, и обезжиривается в течение 3-5 мин. в растворе: 50 г/л Na2CO3, 50 г/л Na3PO4, 30 г/л жидкого стекла при T = 60-65о. После промывки в горячей и холодной воде, деталь обрабатывают в цинкатном растворе (200 г/л ZnSO4
ПЕРСПЕКТИВЫ РАЗВИТИЯ ХРОМИРОВАНИЯ.
Обзор способов хромирования и областей его применения свидетельствуют о широком использовании хрома в промышленности. Однако не все возможности технологии хромирования исчерпаны. В настоящее время исследования в области хромирования производятся в различных направлениях. Однако из таких направлений имеет в виду интенсификацию и стабилизацию процесса хромирования. Этот вопрос одновременно решается различными путями. Первый путь состоит в повышении катодной плотности тока при хромировании до 200-300 а/дм2. Наряду с повышением катодной плотности тока для получения блестящих осадков хрома необходимо также увеличивать температуру электролита, т.е. придерживаться рабочего интервала хромовой ванны. При этом скорость осаждения хрома возрастает не только за счет применения более высоких плотностей тока, но также за счет увеличения выхода по току. Второй путь состоит в повышении выхода хрома по току при помощи понижения температуры хромирования и изменения состава ванны. Покрытие имеет серо-матовый цвет, но легко полируется: пористость его ниже, а пластичность выше, чем у обычных хромовых покрытий. Третий путь состоит в изыскании возможности применения растворов с низкой валентностью хрома, обеспечивающих к тому же высокий выход по току. Наряду с этим важное значение придается стабильной работе электролитов промышленного состава. Так, НИИХИММАШ предлагает саморегулирующийся электролит, имеющий состав: ромового ангидрида – 250 г/л, сернокислого стронция 5 г/л, кремнефтористоводородного натрия – 20 г/л, двухромовокислого калия – 20 г/л. В таком электролите содержание сульфат иона автоматически регулируется введением труднорастворимой соли стронция. Второе направление имее целью получение хромовых покрытий с более высокими свойствами. Сюда следует отнести работы по получению особенно твердых, износостойкиз и коррозионностойких покрытий посредством карбидизации слоя электролитического хрома в парах бензина при T = 1050о. Большой интерес представляют работы по получению хромовых покрытий, хорошо удерживающих на поверхности смазку, что достигается наложением при хромировании переменного тока на постоянный. Для получения пористого хрома высокого качества большое значение имеют работы по осаждению пористых хромовых покрытий токами переменной полярности. Таким образом, накопившихся к настоящему времени опыт по практическому применению хромирования и новые исследования в этой области создают предпосылки для совершенствования технологии процесса электролиза и дальнейшего улучшения свойств хрома.
ТЕХНИКА БЕЗОПАСНОСТИ.
При приготовлении электролита и эксплуатации ванны хромирования необходимо соблюдение правил техники безопасности. Хромовый электролит легко окисляет органические вещества, поражает кожу и слизистые оболочки дыхательных путей. Рабочие, обслуживающие хромовые ванны, должны снабжаться резиновой спецодеждой: фартуками, перчатками и сапогами. Для предохранения глаз необходимо иметь защитные очки. Ванна хромирования должна быть обеспечена безупречно действующей бортовой вентиляцией. Перед работой носовую полость необходимо смазывать мазью, состоящей из двух частей вазелина и одной части ланолина. При попадании хромовой кислоты на кожу рук, образовавшееся темное пятно следует смыть раствором, состоящим из одной части спирта, одной части соляной кислоты и двух частей воды. Хромировочный участок цеха должен быть снабжен песком и огнетушителями. Бензин, керосин, ветошь, целлулоид и т.п. горючие и легковоспламеняющиеся материалы допускается иметь на участке в количествах, необходимых лишь для текущей работы. Хранить их следует в металлических плотно закрывающихся ящиках.
8. ИСПОЛЬЗУЕМАЯ ЛИТЕРАТУРА.
1. “Хромирование и железнение” авт. М.Б. Черкез. Государственное научно-техническое издательство машиностроительной литературы. 2. “Краткий справочник гальванотехника” авт. А.М. Ямпольский и В.А. Ильин. Ленинград “Машиностроение” 1981г. 3. “Гальванические покрытия в машиностроении” Справочник. Москва “Машиностроение” 1985г.
studfiles.net
Хромирование часть2 - Наши статьи - Каталог статей
Функциональное хромирование
Целью функционального хромирования является придание поверхности металлического изделия специальных физических или химических свойств, например, большой твердости, износостойкости, сопротивления воздействию некоторых химических веществ и т. д.
Хром наносится преимущественно на стальную подложку, обработанную механически и термически. Твердость хромового покрытия полезна при очень мягкой подложке. Если твердость материала подложки невозможно повысить, то хромовое покрытие должно быть настолько толстым, чтобы самостоятельно противодействовать механическим нагрузкам.
Режущий инструмент покрывают тонкими (5—10 мкм) слоями. На самом острие хромовое покрытие сошлифовывается. Толщина хромового покрытия на формах для пластмасс 10—25 мкм. Использованные калибры покрывают избытком хрома по толщине и затем сошлифовывают до заданного размера. Подобным образом поступают с изношенными деталями машин.
Хромовые покрытия можно без труда наносить на стали и сплавы меди многих марок. Стальные детали твердостью HRC 40 перед хромированием следует термически обрабатывать для снятия внутренних напряжений. Температура 1—2 ч нагрева достигает 180—200 °С. Для обезжиривания стали применяют общеизвестные щелочные ванны. Углеродистые и молибденовые стали обезжиривают на аноде, а хромоникелевые и быстрорежущие стали — химическим способом. Часто применяют старый и апробированный метод обезжиривания в венской извести.
Химическое, а также и электролитическое обезжиривание производятся на изделиях еще перед выполнением добавочных операций, таких как изолирование, монтаж вспомогательных анодов, экранов и т, д., так как остатки обезжиривающих растворов ванн, остающиеся в щелях вспомогательных устройств отрицательно влияют на качество хромовых покрытий.
Поверхность, не подлежащая хромированию, покрывается химически стойким лаком, который, однако, при длительном хромировании не пригоден. Эффективным способом является обмотка изделий поливинилхлоридом или свинцовой фольгой. Этот последний способ оправдан в том случае, когда фольга служит в качестве добавочного катода, предупреждающего рост дендритов, на границе сталь—фольга.
Если в изделиях, предназначенных для хромирования, имеются отверстия, не подлежащие хромированию, то их следует заполнить свинцовыми пробками или пробками из пластмассы. Резина непригодна для этого, так как она растворяется в хромовой кислоте.
Низкая кроющая способность ванны хромирования требует применения точно продуманных подвесок и соответственно отформованных анодов. Неравномерная толщина покрытия, рассмотренная более подробно в гл. 1, проявляется особенно заметно в случае функционального хромирования. На ребрах и выступах, не защищенных соответствующими экранами, покрытие нарастает в виде толстого дендритного слоя. Без вспомогательных анодов углубленные места покрываются с трудом.
На рис. 9 приведено неправильное положение, матрицы и внутреннего анода при хромировании. Пузырьки газа накапливаются вверху и препятствуют осаждению хрома. Отсутствие экранов приводит к образованию наростов на ребрах. Правильный способ хромирования этой матрицы показан на рис. 10.
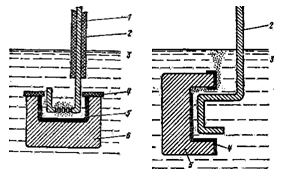 Рис. 9. Неправильное положение матрицы и внутреннего анода при техническом хромировании:1 — пузырьки газа; 2 — анод; 3 — зеркало; 4 — покрытие; 5 — матрица
Рис. 9. Неправильное положение матрицы и внутреннего анода при техническом хромировании:1 — пузырьки газа; 2 — анод; 3 — зеркало; 4 — покрытие; 5 — матрица
Рис. 10. Правильный способ хромирования матрицы:1 — анод; 2 — изоляция; 3 —зеркало ванны; 4 — изоляция;- 5— покрытие; 6 — матрица
Острые ребра всегда склонны к образованию на них больших наростов, вот почему ребра необходимо закруглять, очевидно, с согласия конструкторов. Кроме того, необходим вспомогательный катод со свинцовой или алюминиевой проволокой. Катод не должен быть очень удален от ребра, так как в этом случае проволока покрывается хромом настолько сильно, что препятствует его осаждению на покрываемой поверхности.
На рис. 11 приведен пример правильного и неправильного расположения проволоки вблизи края валка, а на рис. 12 — типичный пример предохранения острых краев с использованием вспомогательных проволочных катодов.
 Рис. 11. Защита проволокой, правильно (а) и неправильно (б) размещеннойРис. 12. Защита свинцовой проволокой (1) острых ребер изделия (2)
Рис. 11. Защита проволокой, правильно (а) и неправильно (б) размещеннойРис. 12. Защита свинцовой проволокой (1) острых ребер изделия (2)
Умение наиболее эффективно выбирать оборудование при техническом хромировании достигается за счет долголетней практики, в первую очередь, под наблюдением хорошего специалиста, а затем за счет самостоятельных идей, не всегда приводящих к желаемому результату, но дающих ценные указания на будущее. Важно поддержание ванны в надлежащем состоянии, так как в плохой ванне даже хороший специалист не достигнет хороших результатов.
Стальные изделия для хромирования (укрепленные на подвесках с соответствующими вспомогательными катодами, экранами и добавочными анодами) подвешивают в рабочей ванне и, не включая тока, ожидают, пока они не нагреются до температуры ванны. Затем переводят переключатель тока в положение, соответствующее соединению изделия с анодом и источником тока, и включают выпрямитель для так называемого анодного травления. При U = 6 В травление длится ~30 с. После травления необходима выдержка в несколько секунд, чтобы пузырьки кислорода, скопившиеся на поверхности изделий во время анодного цикла, оторвались, а затем можно включить катодный ток. В течение первых пяти минут подается так называемый ударный ток при напряжении 8 В, после чего напряжение постепенно снижают до получения силы тока, соответствующей данной поверхности.
Чугунные изделия очищают вручную (лучше всего смесью извести с пумексом) и без травления помещают в хромовую ванну. Вначале плотность тока поддерживают большой (80—100 А/дм2), а после нескольких минут ее постепенно уменьшают до 40—60 А/дм2.
Медные и латунные изделия нельзя выдерживать в хромовой ванне без тока, так как они подвергаются травлению, следовательно, их следует предварительно подогреть в горячей воде и загружать в ванну под током.
Несмотря на небольшой выход по току, скорость осаждения функционального хрома довольно велика вследствие большой плотности тока. Из табл. 8 следует, что за 1 ч можно осадить слой 20—50 мкм. Отметим, что при восстановлении изношенных деталей машин требуется непрерывное хромирование в течение нескольких десятков часов. Большое значение имеет автоматическое регулирование параметров осаждения покрытия.
ТАБЛИЦА 8ТОЛЩИНА ФУНКЦИОНАЛЬНОГО ХРОМОВОГО ПОКРЫТИЯ, НАНОСИМОГО В ВАННЕ С СУЛЬФАТНЫМ КАТАЛИЗАТОРОМ ПРИ 55 'С, В ЗАВИСИМОСТИ ОТ ВРЕМЕНИ. ОСАЖДЕНИЯ И ПЛОТНОСТИ ТОКА
| t, мин | S, мкм при J, А/дм2 |
| t, мин | S, мкм при J, А/дм2
| ||||
| 30 | 45 | 60 | 30 | 45 | 60 | |||
| 10 | 3,70 | 5,50 | 8,80 | 60 | 22,20 | 33,00 | 52,80 | |
| 20 | 7,40 | 11,00 | 17,60 | 65 | 24,05 | 35,75 | 57,20 | |
| 30 | 11,10 | 16,50 | 26,40 | 70 | 25,90 | 38,50 | 61,60 | |
| 40 | 14,80 | 27,00 | 35,20 | 80 | 29,60 | 44,00 | 74,80 | |
| 50 | 18,50 | 27,50 | 44,00 | 90 | 33,30 | 49,50 | 79,20 | |
| 55 | 20,35 | 30,25 | 48,40 | 100 | 37,00 | 55,00 | 88,00 | |
Примечание. Для 30 и 45 А/дм2 катодный выход по току 16 %, для 60 А/дм2 — 19 %.
Эксплуатация ванн хромирования
Она на первый взгляд очень проста, однако доставляет порой много забот. Значительным облегчением была бы возможность аналитического исследования состава ванны, однако не каждая мастерская имеет соответствующую лабораторию.
Содержание основного компонента в ванне — хромового ангидрида постепенно уменьшается по следующим причинам: из-за нерастворимости анодов хром вырабатывается из ванны; электролит уносится из ванны изделиями, поступающими на промывку; значительные количества электролита уносятся вентиляционным устройством. Суммарные потери очень велики, и необходимо через определенное время пополнять ванну хромовым ангидридом.
Как уже указывалось при описании подготовки емкости (ванны), необходимо через определенное время замерять и фиксировать плотность электролита. Исходя из данных табл. 6, можно с достаточной точностью для условий мастерской определить концентрацию хромового ангидрида. Прямое же измерение концентрации хромового ангидрида в рабочей ванне непросто из-за ее температуры. Более целесообразно отобрать пробы из ранее приготовленного электролита, находящегося в рабочей ванне, в измерительный цилиндр, и лишь после полного остывания измерить его плотность.
Если окажется, что необходима добавка хромового ангидрида, то возникают такие же затруднения, как и при составлении ванны, а именно неопределенность в отношении загрязнения хромового ангидрида серной кислотой. Простой, но не дешевый способ заключается в осаждении серной кислоты карбонатом бария и добавлении очищенного таким образом хромового ангидрида в ванну без опасения превышения концентрации серной кислоты. Если это невозможно, то необходимо периодически восполнять недостаток хромового ангидрида, наблюдая одновременно при работе ванны, нет ли избытка серной кислоты.
Концентрация серной кислоты влияет на работу ванны для хромирования. Химический анализ является наилучшим показателем правильного или неправильного соотношения между серной кислотой и хромовым ангидридом. (Опытный работник гальванической мастерской, однако, может больше рассказать, исходя из собственных наблюдений).
Бронзовые и радужные налеты на поверхности хромированных изделий свидетельствуют о малой концентрации серной кислоты, и, следовательно, добавлять ее необходимо малыми порциями вплоть до исчезновения налета, одновременно доливая концентрированную серную кислоту: 10 см3 на 100 л ванны. Перед доливкой кислоту следует, соблюдая осторожность, разбавить дистиллированной водой в отношении 1 : 5. После каждой добавки кислоты ванну перемешивают и проводят пробное хромирование.
При функциональном хромировании на поверхности покрытий могут возникнуть мелкие углубления или наросты в виде песчинок. Серную кислоту следует добавлять как рекомендовано выше.
Избыток серной кислоты ухудшает кроющую способность ванны, приводит к снижению катодного выхода по току и к появлению матовых пятен на поверхности деталей. Визуально избыток кислоты проявляется по дискретному проявлению пены, вследствие сильного газовыделеиия на поверхности изделия.
Избыток серной кислоты нейтрализуют карбонатом бария. На каждый грамм серной кислоты требуется ~2 г карбоната. Его добавляют порциями в виде водяной кашицы к горячей ванне при постоянном перемешивании и включенной вентиляции. Следует помнить, что карбонат бария реагирует медленно и часть его остается в ванне, приводя к дальнейшей нейтрализации серной кислоты в виде сульфата бария. На практике следовало бы вводить карбонат бария малыми порциями и наблюдать при этом, как улучшается работа ванны.
Могут однако быть определенные затруднения с приобретением карбоната бария, необходимого для устранения избытка кислоты. В таких случаях можно поступить следующим образом. Из рабочей ванны отливают определенное количество раствора и взамен доливают дистиллированную воду с растворенным в ней хромовым ангидридом в количестве, необходимом для поддержания нормальной концентрации рабочей ванны. Можно предположить, что хромовый ангидрид настолько сильно загрязнен серной кислотой, что вместо улучшения ситуации может наступить ее ухудшение. Единственным советом является применение хромового ангидрида с известным химическим составом.
Отлитый из рабочей емкости (ванны) раствор можно использовать для побочных целей, например, для травления сплавов меди после доливки в него серной кислоты (~10 см3/л).
Для правильной работы ванны следует соблюсти соответствующее соотношение между поверхностью анода и поверхностью загружаемых изделий. Поверхность анодов должна быть в полтора раза больше. Если обстоятельства заставляют применять меньшие аноды, например, при хромировании внутренних поверхностей труб, то со временем в ванне накапливается избыточное количество трехвалентного хрома, что значительно ухудшает качество покрытий: они становятся матовыми, шероховатыми и хрупкими при одновременном ухудшении кроющей способности ванны.
Малое количество трехвалентного хрома (5 г/л) полезно влияет на работу ванны, кроме того, при составлении новой ванны добавляют сахар, который приводит к восстановлению шестивалентного хрома до трехвалентного. Сахар растворяется в воде и в таком виде доливается в ванну малыми порциями при постоянном перемешивании, так как ванна разогревается. Иногда вместо сахара применяют денатурат, но эта замена не полезна для работы хромовой ванны.
Снижение концентрации трехвалентного хрома — довольно трудоемкая операция. На анодных штангах оставляют полный комплект анодов, а на катодную вешают несколько стальных прутков. Плотность катодного тока должна достигать ~60 А/дм2, анодного — <10 А/дм2, а температура ванны ~60 °С. Переработка ванны длится от нескольких до десятков часов. С целью исключения этой длительной операции следует заботиться о стабилизации оптимальных условий хромирования ежедневно, т. е. поддерживать отношение поверхности анодов к поверхности загрузки ~2 : 1.
О загрязнении хромовой ванны избыточным трехвалентным хромом можно судить по цвету ванны. Очень темная окраска раствора, отобранного в стеклянный сосуд, свидетельствует о превышении концентрации вредного вещества и о необходимости регенерации ванны.
Вопрос о загрязнении ванны для хромирования примесными металлами выглядит иначе, чем в случае других ванн. Ванна для хромирования выдерживает без больших осложнений загрязнения железом, медью и цинком даже при нескольких (10—20) граммах на литр. Это не означает, что можно безнаказанно и постоянно допускать рост концентрации примесных металлов, тем более, что для устранения этих загрязнений не существует простых способов.
Ванна загрязняется хлоридами, когда для нее используют водопроводную воду из городской сети или такой водой доливают испарившуюся часть ванны. Немалый также вклад привносит и промывная вода, поступающая с изделий, погружаемых для хромирования.
Хлориды сужают область блеска и могут способствовать травлению металла подложки. Они служат также причиной чрезмерной коррозии анодов или свинцовой обкладки ванны. Хлориды можно удалять, добавляя в ванну оксид серебра, что не окупается, так как значительно дешевле было бы разбавить ванны дистиллированной или деминерализованной водой.
Окончательная обработка хромированных изделий
После выгрузки из ванны для улавливания большие и тяжелые изделия остаются еще теплыми и поэтому их промывают в теплой воде, так как очень холодная вода могла бы привести к возникновению трещин в хромовом слое.
После демонтажа подвесок изделие обычно уже охлаждено и его можно ополаскивать в проточной холодной воде. Пятна засохшего раствора ванны смывают 5 %-ным карбонатом натрия.
При функциональном хромировании выделяется значительное количество водорода, проникающего в покрытие и даже в подложку. Это вызывает так называемую водородную хрупкость.
С целью устранения водорода применяют 2—4 ч выдержку при 180—200 °С в печи или ванне с веретенным маслом. Не следует помещать хромированные изделия в уже нагретую до 200 °С печь, а начинать нагрев нужно со значительно более низкой температуры, например, с 60 °С, постепенно повышая температуру до заданной и только с этого момента надо отсчитывать время выдержки.
Термическая обработка — очень важная операция, оказывающая большое влияние на шлифование хромового слоя. При восстановлении деталей машин их обычно хромируют с избытком и, следовательно,возникает необходимость шлифования с целью получения заданных размеров.
Шлифование хромового слоя должен выполнять специалист по механической обработке хрома, так как неправильное выполнение этой операции может привести к шелушению покрытия, в результате чего необходимо полное удаление хрома и повторение всего процесса заново, а повторное хромирование более сложно.
Аноды для хромирования
Для хромирования применяют нерастворимые аноды, из сплава свинца с оловом или сурьмой. Чистый свинец менее пригоден, так как он более склонен к покрытию толстой и плохо проводящей пленкой хромата свинца. В гальванических мастерских, занятых хромированием, применяют преимущественно сплав PbSb7, содержащий 7 % Sb.
Форма анода влияет на его работу в ванне. Лучшими являются круглые или овальные аноды, которые однако необходимо отливать самостоятельно. При необходимости применяют плоские аноды шириной ~50 мм и толщиной 10—15 мм. Тонкие и широкие аноды с технической точки зрения невыгодны, так как на их задней поверхности трудно получить анодный ток, необходимый для поддержания анода в активном состоянии.
Закрепление анода на штанге имеет существенное значение. Часто применяемый способ, заключающийся в загибке анода и навешивании на штанге не обеспечивает хорошего прохождения тока. К аноду следует прочно припаять крюк из медной полосы шириной ~30 мм и толщиной 6—8 мм с резьбой под винт для прижима его к плоской токовой штанге. Полезно покрыть соединение химически стойким лаком.
Новые аноды следует формовать следующим образом. На катодную штангу навешивают стальные полосы, включают ток, добавляют напряжение до 5 В, а на анодных штангах размещают аноды один за другим, повышая постепенно напряжение до 8 В. В этих условиях проводят электролиз в течение часа, что достаточно для образования слоя диоксида свинца черно-бронзового цвета, характерного для анодов, работающих нормально.
Если на анодах образуется желтый налет, то его следует устранить, сначала смягчая в 25%-ном растворе поваренной соли, в течение ночи, затем, устраняя шлам стальными щетками. При сухой очистке анодов образуется очень вредная для человеческого организма пыль. Очищенные аноды, как и новые, обрабатывают током под большим напряжением.
В случае длительного перерыва в работе, например, по случаю отдыха, аноды следует вынуть из ванны, промыть и протереть волосяной щеткой, высушить и оставить на воздухе. Во время более коротких перерывов в работе, например, в течение ночи, изъятие анодов обременительно, поэтому их оставляют в ванне, а перед началом хромирования активируют, т. е. работают ~30 мин.при напряжении 8 В после навешивания на катодной штанге стальных листов или прутков.
Вспомогательные аноды изготовляют из легкоизгибаемого тонкого свинцового листа или свинцовой проволоки. Иногда вспомогательные аноды изготовляют из стали или никеля, но они служат один раз, так как сильно травятся во время электролиза.
Снятие хромовых покрытий
Широко применяемый способ снятия хрома заключается в химическом его растворении 50 %-ной НСl при 30—35 °С.
Тонкие декоративные покрытия, осажденные на блестящем никеле, растворяются очень быстро, о чем свидетельствует прекращение выделения газовых пузырьков. После промывки никелированные изделия можно хромировать заново.
Более толстые покрытия функционального хрома удаляют в соляной кислоте под контролем, так как чрезмерно длительная выдержка в кислоте может привести к глубокому травлению стальной подложки.Электролитический метод анодного удаления хрома состоит в обработке в ванне, содержащей NaOH (100—150 г/л), при 20—30 °С, 4—6 В и катодах из стали.
Если ванна для анодного удаления хрома загрязнена хлоридами, что часто наблюдается при использовании водопроводной городской воды, то нарушается гладкость стальной подложки, особенно при удалении толстых функциональных покрытий.
Для удаления декоративного хрома на никелевом подслое анодная обработка непригодна, так как приводит к пассивированию никеля. В некоторых мастерских хромовые покрытия удаляют в промышленной ванне для хромирования, навешивая хромированные изделия на анодную штангу. Эта технология нежелательна, так как хром растворяется в виде трехвалентного металла и после определенного времени ухудшает работу хромовой ванны.
Стандарты на многослойные покрытия (польские стандарты опущены — mbr)
Прогресс в области декоративного покрытия
Технологию нанесения многослойных покрытий на стали меняли как раз в основном, в автомобильной промышленности, где к декоративной и защитной функциям покрытий некоторых деталей предъявляются очень высокие требования.
В течение долгих лет считалось, что коррозионная стойкость многослойных покрытий зависит, в основном, от толщины и качества никелевых и медных слоев, а тонкий хромовый слой должен предупреждать потемнение и механическое истирание. Однако оказалось, что хромовое покрытие существенно влияет на защитные свойства многослойных покрытий.
Хромовые покрытия без трещин
Никель образует с хромом гальваническую коррозионную пару, в которой хром является катодом, а никель — анодом. В декоративных хромовых покрытиях, получаемых традиционным методом, имеются трещины, достигающие никелевой подложки. В результате этого образуется система с большой поверхностью катода и малой поверхностью анода. Коррозия действует самым активным образом в местах больших поверхностных дефектов, приводя к местному разрушению никеля вплоть до поверхности медного подслоя и далее до стальной подложки.
Из теоретического анализа вытекает, что наиболее эффективно было бы покрывать никель плотным, без трещин слоем хрома, как это описано в специальной литературе. Однако оказалось, что такие покрытия разрушаются во время эксплуатации под влиянием механических напряжений и резких изменений температуры.
Микропористые хромовые покрытия
Противоположностью плотным без трещин покрытиям являются микропористые покрытия (с микронесплошностями).
В ПНР применяют методы нанесения микропористых покрытий: на слой блестящего никеля, осажденный по известной технологии, наносят тонкий слой в специальной ванне, содержащей мелкие нерастворимые частицы, которые под влиянием сильного перемешивания находятся во взвешенном состоянии. Определенное количество этих частиц внедряется в никелевое покрытие. На таким образом приготовленную поверхность наносят тонкий слой хрома, в котором возникают поры в тех местах, где в никелевом покрытии имеются неэлектропроводные твердые частицы. В результате получают хромо-вое покрытие с микропористой структурой. На поверхности в l/см2 может быть ~2500 микропор. Для такого хромирования пригодны обычные ванны с сульфатным катализатором.
Никелевая ванна с включениями твердых частиц в промышленности носит название «Nickel-Seal». Более подробную информацию об этом можно получить в Институте точной механики, где, разработана ванна KG—76 mp, позволяющая получать микропористые хромовые покрытия.Диплом института. купить Диплом магистра. Купить диплом института, дипломы аттестаты.
chromsamara.ucoz.ru
5 УСЛОВИЯ ХРОМИРОВАНИЯ - Хром Сервис
Процесс износостойкого хромирования по сравнению с защитно-декоративным обладает некоторыми особенностями:- Напряжение на клеммах ванны более (около 5,5 в), что является результатом применения менее концентрированных электролитов.
- Плотности тока, применяемые при хромировании, более высокие.
- Толщина слоя хрома несоизмеримо больше, что является причиной значительной продолжительности процесса, достигающей в отдельных случаях 24 час.
- Режим электролиза следует поддерживать в строго установленных пределах. Отклонения от установленной величины плотности тока и температуры электролита в процессе электролиза могут вызвать дополнительные напряжения в слое осажденного хрома.
- Хромированию подвергаются обычно стальные и чугунные детали машин без покрытия промежуточным слоем какого-либо другого металла.
а) при осаждении блестящего хрома:
- Температура электролита ……………………………54 – 56о
- Катодная плотность тока Dк………………………….30 – 50 а/дм2
- Температура электролита…………………………….66 – 68о
- Катодная плотность тока Dк………………………….80 – 100 а/дм2
б) при осаждении молочного хрома:
- Температура электролита ……………………………68 – 72о
- Катодная плотность тока Dк………………………….25 – 30 а/дм2
в) при осаждении молочно-блестящего (дымчатого) хрома:
- Температура электролита ……………………………60 – 65о
- Катодная плотность тока Dк………………………….30 – 35 а/дм2
Для предупреждения этого рекомендуются следующие меры.
При покрытии хромом деталей, имеющих некоторый рельеф, или при одновременном покрытии однотипных деталей, смонтированных на нескольких подвесках, хромирование следует начинать с толчка тока.
При этом плотность тока должна быть, примерно, в 1,5 раза больше заданной.
Продолжительность толчка тока составляет 2-3 мин., затем плотность тока постепенно, в течение нескольких минут, снижают до установленной величины.
Если по техническим причинам невозможно создание толчка тока, то хромирование следует начинать хотя бы при установленной величине плотности тока или близкой к ней.
Совершенно не допускается начинать электролиз с небольшой плотности тока, а затем повышать ее до требуемой величины.
Размерное хромирование.
Сущность размерного хромирования состоит в том, что детали покрываются слоем хрома точно до заданного размера и направляются в производство без последующей механической обработки.
Размерное хромирование создает экономию в хромовом ангидриде и расходах на механическую обработку детали.
При размерном хромировании требуется осадить слой хрома совершенно одинаковой толщины и точно сохранить первоначальную форму детали, например, при хромировании цилиндрических деталей не допускается конусность или овальность.
Для размерного хромирования требуется применение фигурных анодов, специальных подвесных приспособлений, позволяющих жестко монтировать детали и аноды, а также изолирующих экранов.
Монтаж должен выполняться таким образом, чтобы в процессе электролиза концентрация силовых линий тока была одинаковой на всей поверхности хромируемой детали.
Значение величины выхода по току и плотности тока при хромировании позволяет точно определить время, необходимое для осаждения требуемой толщины стоя хрома.
Расчет производится по формулеτ = 1314 мин.,
где τ – время в мин.,δ – толщина покрытия в мк,Dk – катодная плотность тока в а/дм2,η – выход по току в %.
Однако для получения доброкачественного слоя хрома строго определенной толщины необходимо, чтобы поверхность покрытия не была шероховатой или пористой.
Поэтому следует обратить внимание на чистоту поверхности детали перед покрытием (отсутствие царапин, пор и т.д.) и правильность состава электролита.Если к покрываемой детали предъявляется высокие требования в смысле чистоты поверхности и границ допуска на изготовление, то размерное хромирование пригодно только при сравнительно малых толщинах слоя хрома.
Примером могут служить гладкие калибры, хромируемые на толщину слоя 10-30 мк.
Сравнительно толстые покрытия возможно наносить при размерном хромировании деталей с более широкой границей допусков, например, цилиндров двигателей внутреннего сгорания.
Для этих деталей допускается некоторая конусность и эллипсность, величины которых практически лежат около 0,01 мм.
www.hrom-service.ru
Хромирование металла | Технология, подготовка, продолжительность, скорость наращивания
Хромируемые детали к началу электролиза должны быть прогреты до температуры электролита. Мелкие детали, загруженные в ванну в небольшом количестве, нагреваются быстро; большие массивные детали нагреваются медленно и охлаждают ванну. Стальные и чугунные детали нагреваются в хромовой ванне. Изделия из меди и медных сплавов прогревают в горячей воде. При хромировании рельефных деталей рекомендуется в начале электролиза произвести «толчок» тока, т. е. электролиз начинают при силе тока примерно вдвое больше, чем следует по расчету, а спустя 1-2 мин значение ее постепенно снижают до расчетного. Благодаря толчку тока удается осадить хром на углубленных участках детали и облегчается начало выделения хрома на чугуне
Перерывы подачи тока в процессе хромирования нежелательны, так как при повторном наращивании возможно отслаивание хрома. Если перерыв подачи тока все же произошел, то перед повторным хромированием изделия подвергаются анодному активированию в хромовом электролите в течение 20-40 с при плотности тока 25- 30 А/дм2 и только после этого продолжают хромирование. Осаждение хрома после перерыва подачи тока следует начинать с относительно низких катодных плотностей тока (но не ниже 20-25 А/дм2) и постепенно увеличивать их до установленного значенья.
Продолжительность
Продолжительность хромирования рассчитывается исходя из заданной толщины хрома и скорости его наращивания при выбранном режиме хромирования. Толщина слоя хрома для деталей, шлифуемых после хромирования складывается из толщины рабочего слоя хрома (слой, повышающий износостойкость детали или пополняющий дефектный размер) и припуска на шлифовку. Припуск иа шлифовку зависит от возможной точности установки детали на шлифовальный станок. Припуск и расчет его детально рассмотрены в работе. Обычно он составляет 0,05-0,10 мм на сторону.
Скорость наращивания
Скорость наращивания хрома определяется для участка с наименьшей плотностью тока Чем неравномернее покрытие, тем меньше фактическая скорость осаждения хрома относительно рассчитанной по средней плотности тока поэтому улучшение равномерности распределения тока указанными выше приемами является важным резервом повышения производительности хромировочных ванн Скорость осаждения хрома при равномерном покрытии может быть подсчитана по следующей формуле:
u = 0.047ikη, где и - скорость наращивания хрома, мкм/ч; ik-катодная плотность тока, А/дм2; η - выход хрома по току, %.
Продолжительность хромирования Т, мин, определяется по таблице или рассчитывается по формуле
r=1275d/(iKη), где d - толщина слоя, мкм.
Расчетный выход по току 13% характерен для блестящая покрытий из универсальной ванны, а выход по току 17%-для блестящего покрытия из саморегулирующейся горячей ванны и серебристо-матового покрытия малоконцентрированной и универсальной ванны.
Корректировка технологии
Обычно продолжительность хромирования уточняется для каждого типа деталей практическим путем, что позволяет учесть потери тока на хромирование защитных катодов, на утечки через изоляцию, а также учесть неравномерность распределения покрытия на данных деталях. Плотность тока на катоде не всегда определяет производительность ванны. Действительно, при увеличенной плотности тока процесс хромирования ускоряется, но соответственно этому уменьшается загрузка деталей в ванну, если при нормальной плотности тока источник питания загружен полностью.
Похожие материалы
www.metalcutting.ru
7 ОСНОВНЫЕ ДЕФЕКТЫ ХРОМОВЫХ ПОКРЫТИЙ
Соблюдение режима электролиза и своевременное корректирование электролита служат залогом получения доброкачественного хромового покрытия. Низкое качество подготовки поверхности перед покрытием и отступления от установленной технологии являются основными причинами возникновения дефектов.Дефекты покрытий.
Вид дефекта. Причины возникновения и способы устраненияОтслаивание покрытия
- Плохая механическая или химическая подготовка поверхности изделия перед покрытием.
- Деталь перед хромированием недостаточно прогрелась в электролите. Резко снизилась температура электролита, например вследствие добавления холодной воды во время электролиза. Резко увеличилась плотность тока.
- Перерыв тока в процессе хромирования.
Отслаивание хрома вместе с подслоем никеля
- Недостаточное сцепление никеля с основным металлом детали; неправильный pH никелевого электролита.
- Темные с коричневым оттенком и “пригаром” (частой сыпью) покрытия
- Недостаточное содержание серной кислоты: отношение CrO3/h3SO4 около 200 и более
- Серые с равномерной сыпью покрытия.
- Кроющая способность электролита снизилась.
- Высокое содержание в электролите трехвалентного хрома.
- Сильное загрязнение электролита железом или медью.
Отсутствие хрома на углубленных участках поверхности изделия
- Плохая кроющая способность электролита.
- Необходимо произвести “толчок тока” перед покрытием.
- Отсутствие покрытия на отдельных участках поверхности изделия
- Экранирование участка поверхности изделия другим изделием на той же подвеске или соседней подвеской.
- Шелушение покрытия или отложение очень тонкого слоя хрома наряду с образованием грубых толстых осадков на неизолированных участках подвески
- Неудовлетворительный контакт между деталью и подвеской.
Отсутствие хромового покрытия вокруг отверстий
- Не произведена зачеканка отверстий свинцом
- Серое покрытие с сильно шероховатой поверхностью
- Значительная пористость основного металла
- Большое количество мелких точечных углублений
- Неправильное положение детали в ванне, препятствующее быстрому удалению пузырьков водорода с некоторых участков поверхности
- Серое покрытие на нижней части детали
- Малое расстояние между нижней частью детали и дном ванны.
ИСПОЛЬЗУЕМАЯ ЛИТЕРАТУРА
- “Хромирование и железнение” авт. М.Б. Черкез. Государственное научно-техническое издательство машиностроительной литературы.
- “Краткий справочник гальванотехника” авт. А.М. Ямпольский и В.А. Ильин. Ленинград “Машиностроение” 1981г.
- “Гальванические покрытия в машиностроении” Справочник. Москва “Машиностроение” 1985г.
www.hrom-service.ru