Электролит для нанесения коррозионностойких покрытий сплавом хром - цинк. Покрытие хром цинк
революция в антикоррозионной защите / ЦКИ
Ежегодно 10% производимых металлов приходит в негодность из-за ржавчины, что оценивается десятками миллиардов долларов. Это сопоставимо с годовым объёмом продукции крупного металлургического завода. Сберечь оборудование и избежать убытков поможет антикоррозионная защита металла.

Виды антикоррозионной защиты
Существует два основных вида антикоррозионной защиты:
- Легирование. В обычную углеродистую сталь добавляют различные легирующие элементы: хром, никель, молибден, титан, бор и другие химические элементы, препятствующие окислению металла. В результате получаются стали со множеством специальных свойств. Наиболее распространённый вариант для крепежа – это нержавеющие аустенитные стали марок А2 и А4.
- Антикоррозионное покрытие металла. На изделии создаётся барьерный слой, устойчивый к воздействию окружающей среды. Для этого используется краска, лак, эмаль, оксидная плёнка или металл – хром, никель, кадмий, а чаще всего цинк. Покрытие крепежа цинком или его сплавом называется цинкованием (оцинковкой) – это наиболее популярный и доступный способ защиты металлических изделий от ржавчины.
Типы цинкования
Самые популярные типы цинкования – гальваническое, горячее и термодиффузное и цинк-ламельное.
- Гальванический способ – это цинкование путём электролиза. Даёт наименее стойкое покрытие толщиной 4–20 мкм, не рассчитанное на жёсткие условия эксплуатации, из-за чего этот вид покрытия ещё называют декоративным. Выдерживает внешние воздействия класса С1. Из плюсов – яркий металлический блеск деталей (привлекательный внешний вид), низкая цена и возможность точно дозировать толщину покрытия. Из минусов – опасность водородного охрупчивания при гальваническом цинковании высокопрочных сталей (на крепеже класса прочности выше 8.8) и грязное с точки зрения экологии производство.

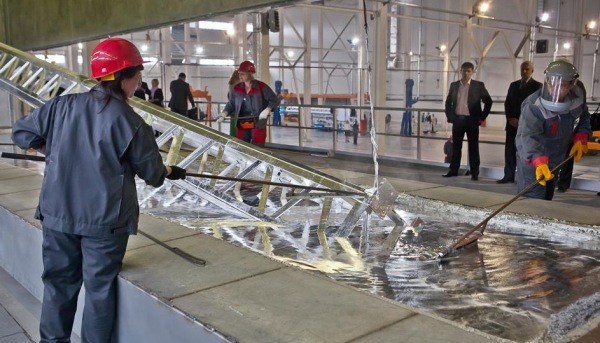
- «Горячее» цинкование – оцинковка металла путём окунания в ванну с расплавленным цинком при температуре около 460 °C. Простой, недорогой и надёжный способ нанесения защитного покрытия. Толщина цинкового слоя составляет 40-60 мкм, что позволяет выдерживать нагрузки классов С3 и С4.Главное достоинство – высокие антикоррозийные свойства (изделие прослужит до 50 лет). Даже при появлении царапин или сколов на поверхности защитные свойства покрытия будут препятствовать образованию ржавчины. Недостатком технологии является неравномерность толщины покрытия (наплывы цинка достигают 1 мм). Из-за этого её нельзя использовать для защиты деталей, требующих высокой точности изготовления (нельзя применять для крепежа меньше М8). В результате «горячего» цинкования детали получаются матовыми, без металлического блеска.

- Термодиффузное цинкование (шерардизация) – насыщение верхнего слоя металлического изделия цинком (термодиффузный слой). Достаточно сложная и дорогая технология нанесения защиты. Производится в разогретых вращающихся центрифугах с цинковой пылью. Температура в контейнере достигает 290–450 °C. Шерардизация позволяет получить толщину покрытия в диапазоне от 6 до 110 мкм, причём покрытие образуется ровное и беспористое, с высокой адгезией к подложке. Защитная способность такого покрытия в 3–5 раз выше, чем у гальванического, и сравнима с горячецинковым. Этот способ используется для защиты металлопродукции специального назначения, например, для деталей железнодорожного транспорта. К минусам стоит отнести небольшую производительность, лимитируемую объёмами камер для цинкования, ограничение размера деталей размером контейнера и отсутствие декоративных свойств у диффузионного покрытия (серые тона, отсутствие блеска).

|
Свойство/вид покрытия |
Гальваническое цинкование |
Горячее цинкование |
Термодиффузионное цинкование |
Цинк-ламельное покрытие |
|
Толщина |
5–12 мкм |
55–85 мкм |
6–110 мкм |
4–20 мкм |
|
Стойкость в соляном тумане до появления коррозии |
24–96 часов |
450–850 часов |
До 1500 часов |
Более 2000 часов |
|
Достоинство метода |
Позволяет обрабатывать детали сложной формы из тонкого металла, позволяет наносить покрытие на металл после операции сварки |
Высокая коррозионная стойкость, для крупных деталей – высокая скорость нанесения покрытия |
Мощная коррозионная защита и высокая адгезия к подложке (сцепление слоёв). Тонкий слой покрытия |
Высочайшая коррозионная стойкость. Простота нанесения на детали сложной формы. Мягкие требования к толщине материала базы. Отсутствие водородного охрупчивания на высокопрочных изделиях. Высокая стойкость к перепадам температур и воздействию химикатов |
|
Недостатки |
Низкая коррозионная стойкость, длительное время нанесения покрытия, высокие требования к подготовке поверхности |
Требования к минимальной толщине детали во избежание коробления вследствие высокой температуры при нанесении, сложность покрытия деталей средних и малых размеров |
Небольшая производительность; ограничение размера деталей, на которые наносится покрытие; дороговизна и сложность технологии |
Высокие требования к подготовке поверхности. Необходимость операции спекания в сушильном шкафу, что затруднительно для крупногабаритных деталей |
Цинк-ламельное покрытие

Лучше всего из перечисленных видов цинкования от коррозии защищают «горячее» и термодиффузное. Однако у них есть недостатки: сложная и дорогая технология нанесения либо ограничения в типах и размерах деталей, которые покрываются цинком.

В 70-е годы прошлого века, когда развитие промышленности и строительства потребовало новых решений, инженеры стали искать альтернативные виды антикоррозионной защиты – технологически простые и максимально эффективные. Тогда в США разработали и запатентовали новую систему покрытия – цинк-ламельную. При малой толщине слоя (6-12 мкм) данное покрытие обеспечило высокую степень антикоррозионной защиты. Также эта технология препятствует охрупчиванию металла под воздействием водорода.
Свойства

Цинк-ламельное покрытие содержит до 80% цинковых чешуек (ламелей), 10% алюминиевых и связующую основу (акриловые, уретановые, эпоксидные и кремнийорганические смолы). Микроскопические чешуйки расположены параллельно, поэтому перекрывают друг друга, не оставляя «пробелов» на металлической поверхности, куда мог бы попасть кислород. Кроме того, скорость окисления алюминия ниже, чем цинка, поэтому цинк-алюминиевое покрытие в 3 раза устойчивее к коррозии, чем стандартное горячеоцинкованное покрытие.
Цинк-ламельное покрытие можно наносить не только на чёрный металл, но и на оцинкованную сталь, никель, алюминий, медь, нержавеющую сталь и другие металлы. При необходимости на базовое покрытие наносятся дополнительные слои, которые повышают коррозионную и химическую устойчивость, придают нужный цвет и увеличивают износостойкость.
Преимущества цинк-ламельного покрытия
Высокая коррозионная защита (более 2000 часов в камере соляного тумана до появления ржавчины)

Стойкость к перепадам температур

Высокая стойкость к воздействию химикатов
Контролируемый коэффициент трения, который позволяет регулировать момент затяжки

Отсутствие водородного охрупчивания на высокопрочных изделиях

Заданная электропроводность

Экологичность (отсутствие вредного шестивалентного хрома)

Широкая цветовая гамма

Надёжность в резьбовых соединениях

Способы нанесения покрытия
- Распыление. Материал наносится на поверхность подготовленных деталей с помощью пистолета-распылителя вручную или на автоматизированной установке. Размер деталей ограничивается только возможностями условий подготовки и дальнейшей термообработки.
- Погружение с центрифугированием. Детали загружаются в контейнер с покрывающим составом. Остатки удаляются в центрифуге. Применяется для мелких деталей.
- Погружение с центрифугированием на оснастке. Детали фиксируются на оснастке, а затем вместе с ней погружаются в состав, центрифугируются и помещаются в печь. Применяется для особо ответственных деталей средних размеров.
- Погружение с вытягиванием. Детали погружаются в жидкую среду покрытия, после этого плавно вынимаются. Применяется для покрытия крупных деталей.
Отметим, что перед нанесением покрытия детали тщательно готовят. Поскольку при травлении серной или соляной кислотой в структуру стали проникает водород и детали становятся хрупкими, для очистки изделия перед нанесением цинк-ламельного покрытия используется другой способ. Поверхность обезжиривается водно-щелочным раствором, затем окалина и ржавчина удаляются дробемётной обработкой – стальными микрочастицами в виде шариков, которые ускоряются в турбине.
Кроме того, после нанесения каждого слоя цинк-ламельного покрытия происходит процесс сушки-спекания: изделия поступают в печь, разогретую до 200 °С, 240 °С или 320 °С. Таким образом покрытие структурируется и образуется однородный, тонкий, адгезионно-прочный и сухой слой.
Применение цинк-ламельного покрытия
- Транспортное машиностроение









Цинк-ламельное покрытие обычно наносится на стальные болты, гайки, шайбы, шпильки, винты, саморезы, анкеры, пружины, детали из листовой стали, элементы конструкций и др. В ветроэнергетических установках такое покрытие наносится на детали с резьбой.
Цинк-ламельное покрытие особенно подходит для высокопрочных болтов, винтов, шпилек (класс прочности 10.9 и выше), высокопрочных гаек (класс прочности 10 и выше), деталей конструкций с пределом прочности более 1000 Н/мм² или твёрдостью по Викерсу более 320 HV, чтобы избежать водородного охрупчивания.
Вывод
Среди всех видов покрытия цинк-ламельное заметно превосходит аналогичные, выигрывая по физическим и эстетическим параметрам. Несмотря на то, что детали покрываются тонким слоем состава и полностью сохраняют свою форму, они на 100% защищены от коррозии, а металл – от проникновения водорода и охрупчивания. Такое покрытие выдерживает максимальный класс нагрузки – С5. Его просто наносить на детали сложной формы, а требования к толщине материала базы минимальны. Несмотря на очевидные преимущества цинк-ламельного покрытия, в России его пока используют предприятия, которые можно сосчитать по пальцам одной руки.
Заказать изделия с цинк-ламельным покрытием, а также ознакомиться с российскими и международными стандартами применения данного материала вы можете на сайте ЦКИ.
Выступление специалиста в области цинк-ламельных покрытий Максима Крепака в рамках VII специализированной конференции «Крепёж. Качество и ответственность».
www.cki-com.ru
Заказать черное цинкование в Екатеринбурге. Срочно. Цены.
Заказать
Есть вопросы? [email protected] // 8-912-044-66-44, 8-953-822-86-85
Пример обозначения цинкового покрытия толщиной 9 мкм с черным хроматированием и промасливанием: Ц9хр.ч.прм
Оптимальный ряд толщин: 6-50 мкм (возможна и большая толщина).
Заказать оцинковку стали с черным хроматированием по ГОСТ 9.305-84 вы можете по телефонам и электронной почте, указанным в разделе "КОНТАКТЫ". Для ускорения расчетов просим воспользоваться специальной формой для on-line заказа. Гарантия на покрытие согласно ОСТ5 Р.9048-96.
Описание покрытия. Цинкование с черным хроматированием является альтернативой химическому оксидированию с промасливанием. В отличие от химического оксидирования оно дает значительно лучшую защиту стали от коррозии, в то же время уступая по этому параметру радужному и оливковому цинку. Применение покрытия с толщиной менее 6 мкм неэффективно, т.к. не обеспечивает необходимой степени защиты. Толщина черного цинка никак не влияет на износостойкость черного внешнего хроматного слоя. Толщина черной хроматной пленки составляет как правило 0,25-1 мкм, содержание шестивалентного хрома в ней колеблется от 80 до 400 мг/м2 . Стойкость черного цинка без промасливания в 5% солевом тумане не превышает 20-60 часов. С промасливанием этот параметр значительно увеличивается.
Микротвердость цинка, наносимого электрохимическим способом, в среднем составляет 490-1180 МПа (50-120 кгс/мм2). Вид пассивации практически не влияет на микротвердость.
Удельное электрическое сопротивление гальванического цинка при температуре 18°С составляет 5,75⋅10-8 Ом⋅м, что несколько больше, чем у металлургического из-за вхождения в состав покрытия углерода и серы из электролита. Следует помнить, что переходное сопротивление цинка может меняться в зависимости от способа пассивации (черная пленка с промасливанием обладает бОльшим переходным сопротивлением, чем бесцветная и радужная).
Допустимая рабочая температура цинкового покрытия - 300°С, выше нее покрытие повреждается.
Достоинства цинкового покрытия стали с черным хроматированием:
а) Покрытие позволяет получить глубокий черный цвет на обрабатываемой стальной поверхности, сравнимый с цветом после химического оксидирования (особенно при дополнительном промасливании).
б) Черное цинкование значительно превосходит по защитным свойствам химическое оксидное покрытие
т.к. является анодом по отношению к стали и защищает ее от коррозии электрохимически при температурах до 70°С. При температурах выше 70оС покрытие становится катодом и защищает сталь лишь механически. Анодный характер защиты цинкового покрытия позволяет защищать стальные изделия даже при наличии повреждений (царапины, поры, сколы).
в) Цинк предотвращает контактную коррозию при сопряжении стальных изделий с деталями из алюминия и его сплавов.
г) Черная оцинковка обеспечивает отличную свинчиваемость резьбовых деталей, однако следует учитывать слабую механическую прочность черной хроматной пленки.
Недостатки цинкового покрытия стали с черным хроматированием:
а) Без промасливания хроматной пленки значительно снижается глубина цвета и ее защитные свойства.
б) Черная хроматная пленка механически сравнительно непрочная на износ.
в) Электрохимическое цинкование вызывает некоторую потерю пластичности стали из-за наводороживания. Сталь с пределом прочности выше 1380 МПа (140кг/мм2) цинкованию не подлежит.
г) Цинковое покрытие обладает повышенной хрупкостью при температурах выше 250°С и ниже минус 70°С.
д) Черное цинковое покрытие имеет низкую химическую стойкость к воздействию продуктов, образующихся при старении органических материалов.
Принимаем заказы на оцинковку как в Свердловской области (Екатеринбург, Алапаевск, Асбест, Березовский, Верхняя Пышма, Верхотурье, Ирбит, Каменск-Уральский, Камышлов, Краснотурьинск, Красноуфимск, Нижний Тагил, Новоуральск, Полевской, Ревда, Реж, Серов, Североуральск и другие), так и по всему Уралу и России (Челябинск, Пермь, Уфа, Тюмень, Казань, Новосибирск, Москва и другие).
Подробнее о цинковании стали:
О ГАЛЬВАНИЧЕСКОМ ЦИНКОВАНИИ (ОЦИНКОВКЕ).
О РАЗЛИЧНЫХ ВИДАХ ПАССИВАЦИИ ЦИНКОВЫХ ПОКРЫТИЙ.
КАК ЗАКАЗАТЬ ЦИНКОВАНИЕ СТАЛИ В ЕКАТЕРИНБУРГЕ?
КОНТРОЛЬ КАЧЕСТВА ПОКРЫТИЙ
ЦИНКОВАНИЕ АВТОМОБИЛЬНЫХ ИЗДЕЛИЙ
zctc.ru
Цинкование и хромирование стали
14 ноября 2013
Несмотря на то, что сталь является весьма крепким металлом и изделия из неё отличаются высокой прочностью, у неё есть один крайне опасный враг. Время способно сделать даже такой материал хрупким и податливым, особенно сильно в этом направлении старается ржавчина.
Но существуют проверенные временем способы замедления этих вредных процессов. Продлить срок жизни металлических изделий поможет цинкование. Благодаря ему, на стальной поверхности появляется особая «броня», противостоящая негативному воздействию времени и погодных условий до самого конца.
Существуют разные способы нанесения на изделие слоя цинка. Они отличаются между собой не только затратами, а также используемой техникой, но и получающимся на выходе результатом. Наиболее простой и распространенный метод, который используется не только в промышленности, но и в домашних условиях, это гальванизация с использованием электролита. Под воздействием тока, ионы цинка образуют защитный слой на поверхности изделия.
Но провести данную операцию можно и другими методами. Например, холодное цинкование применяется в тех случаях, когда требуется покрыть защитным слоем большой объект. А антипод данного метода подразумевает опускание в емкость с расплавленным цинком стального изделия, в результате чего на поверхности образуется прочный металлический сплав. Но самым высокотехнологичным методом является термодиффузионное цинкование, при котором, под воздействием высоких температур, ионы цинка проникают в верхние слои изделия.
Для придания продукции особых свойств, используется другой метод, называющийся хромирование. Он позволяет, за счет покрытия изделий слоем хрома, делать их прочными, устойчивыми к колебаниям, либо более гибкими. Также применение данной технологии позволяет сделать детали более износостойкими, способными работать в условиях высоких температур, а также предотвратить возникновение и распространение ржавчины.
Хромирование применяется для изделий, которые будут использоваться в медицине, бытовой технике, а также экстремальных условиях. Такое защитное покрытие позволяет продлить срок службы деталей, испытывающих постоянное трение.
Помимо чисто практических целей, данная технология нашла применение в декоративной среде. Покрытие хромом детали, обладают необычным внешним видом. После прохождения данной процедуры, изделия приобретают блестящую, либо приятно молочную фактуру. Разница во внешнем виде, также показывает различие в свойствах предмета.
Читайте также:metalurg.su
Защитные и декоративные покрытия сталей и сплавов, способы их нанесения, применяемость
Для увеличения срока службы крепежных изделий и придания им товарного вида используются защитные и защитно-декоративные покрытия. В ЦКИ в основном используются следующие виды покрытий:
- цинкование;
- фосфатирование;
- оксидирование;
- латунирование;
- никелерование;
- порошковая окраска;
- нитрид-титанирование (TiN).
Цинковые покрытия
Наиболее распространенное из них – цинковое. Оно значительно увеличивает срок службы изделия, технологично и недорого.
В ассортименте ЦКИ имеются изделия, оцинкованные по различным технологиям:
Защитное действие цинкового покрытия построено на том, что при наличии контакта с агрессивной средой (например, влажной атмосферой) процессы коррозии предпочтительно развиваются на цинке. Тем самым коррозия основного материала – железа (стали) временно подавляется. Однако защита подобного рода не слишком долговечна – она действует до полного окисления слоя цинка на поверхности стали. В машиностроении толщины цинковых покрытий обычно составляют 7-15 мкм, в строительной индустрии - 50-100 мкм.
Внешне процесс коррозии стали с гальваническим цинковым покрытием в камере соляного тумана (стандартная испытательная среда) выглядит так. Через несколько часов после начала испытаний на изделии появляется белый, сперва компактный, а позднее – рыхлый налет – оксид цинка. Затем через его поры начинается коррозия основного металла. Она проявляется в виде красно-коричневых точек и пятен – ржавчины, в тех местах, где цинковое покрытие уже стало проницаемым.
Технология электролитического цинкования основана на процессе электролиза. Схема установки для электролиза очень проста.
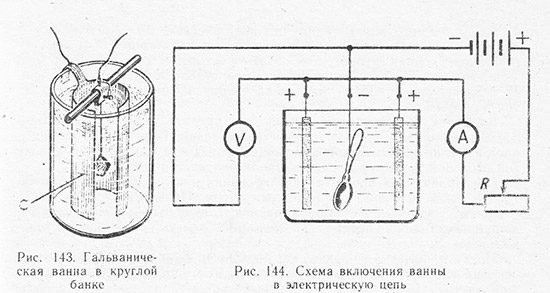
В ванне с электролитом помещаются стальное изделие (ложка), которое необходимо покрыть, и пластины чистого цинка. К ним через специальные зажимы подводится постоянный ток. При этом «-» подается на изделие (катод), а «+» -- на цинковые пластины (аноды). Электролитом служат растворы различных кислот, щелочей и солей. В процессе электролиза цинковый анод растворяется, его ионы переносятся катоду – изделию, где восстанавливаются до металла и осаждаются на поверхности покрываемого изделия. Следует иметь в виду, что одновременно с осаждением цинка на той же поверхности образуется газообразный водород. Он проникает в металл, формирует газовые пустоты, которые перестраивают кристаллическую решетку, снижая тем самым механические характеристики металла. Именно поэтому цинкование не рекомендуется применять для изделий из материала с классом прочности выше 8.8.
Для повышения коррозионной стойкости и придания изделиям улучшенного декоративного вида применяют пассивирование. Оно заключается в том, что непосредственно после нанесения и промывки цинковое покрытие погружают на 5-10 минут в раствор бихромата натрия и серной кислоты. Цинковое покрытие при этом приобретает зеленовато-желтую окраску с радужными оттенками. Поэтому при неформальном общении его часто называют «желтым цинком». Если необходимо получить блестящее покрытие, применяют другой раствор, содержащий хромовый ангидрид, серную и азотную кислоты. Он не только пассивирует, но и осветляет поверхность изделия. Защитный эффект, вызываемый пассивированием, основан на заполнении пор цинкового покрытия соединениями хрома VI. Довольно часто употребляется термин «голубое» хроматирование. В этом случае речь идет о покрытиях, полученных при пассивировании составом, содержащим хром III.
На сегодняшний день электролитическое цинкование является самым распространённым способом защиты крепежных изделий от коррозии. Это обусловлено высокой производительностью гальванических агрегатов, низкой себестоимостью процесса и достаточно высокой защитной способностью.
Другой массовой технологией нанесения цинка является горячее цинкование. В этом случае стальные изделия погружают в расплавленный цинк при температуре от 445 до 460°C. Образование покрытия при этом происходит гораздо быстрее, чем при электролитическом способе: скорость горячего цинкования может достигать 80 мкм/мин. Это чрезвычайно удобно при нанесении покрытий на крупногабаритные детали.
Если обработке подвергаются мелкие детали, избыток цинка удаляют с помощью центрифуги, а детали сложной формы вообще к обработке в расплаве не допускаются.
Структура горячего покрытия состоят из двух слоев. Внутренний представляет собой сплав железо-цинк переменного состава (интерметаллид), а наружный – собственно металлическое цинковое покрытие. Существуют технологические приемы, позволяющие изменять толщину и структуру этих слоев. А высокая скорость формирования покрытия проявляется в крупном зерне внешнего цинкового слоя.

Узнать подробнее о технологии и свойствах горячего цинкования вы можете в технической статье. Кроме того, вы можете сравнить результаты испытаний горячеоцинкованного крепежа и метизов с гальваническим покрытием в статье ЦКИ "Горячеоцинкованный крепеж".
Термодиффузное цинкование (шерардизация) – насыщение верхнего слоя металлического изделия цинком (термодиффузный слой). Достаточно сложная и дорогая технология нанесения защиты. Производится в разогретых вращающихся центрифугах с цинковой пылью. Температура в контейнере достигает 290–450 °C. Шерардизация позволяет получить толщину покрытия в диапазоне от 6 до 110 мкм, причём покрытие образуется ровное и беспористое, с высокой адгезией к подложке. Защитная способность такого покрытия в 3–5 раз выше, чем у гальванического, и сравнима с горячецинковым. Этот способ используется для защиты металлопродукции специального назначения, например, для деталей железнодорожного транспорта. К минусам стоит отнести небольшую производительность, лимитируемую объёмами камер для цинкования, ограничение размера деталей размером контейнера и отсутствие декоративных свойств у диффузионного покрытия (серые тона, отсутствие блеска).
Цинк-ламельное покрытие содержит до 80% цинковых чешуек (ламелей), 10% алюминиевых и связующую основу (акриловые, уретановые, эпоксидные и кремнийорганические смолы). Микроскопические чешуйки расположены параллельно, поэтому перекрывают друг друга, не оставляя «пробелов» на металлической поверхности, куда мог бы попасть кислород. Кроме того, скорость окисления алюминия ниже, чем цинка, поэтому цинк-алюминиевое покрытие в 3 раза устойчивее к коррозии, чем стандартное горячеоцинкованное покрытие.
Цинк-ламельное покрытие можно наносить не только на чёрный металл, но и на оцинкованную сталь, никель, алюминий, медь, нержавеющую сталь и другие металлы. При необходимости на базовое покрытие наносятся дополнительные слои, которые повышают коррозионную и химическую устойчивость, придают нужный цвет и увеличивают износостойкость. Как правило крепежные изделия покрываются цинк-ламелью методом погружения в раствор, остатки которого удаляются в центрифуге.
Среди всех видов покрытия цинк-ламельное заметно превосходит аналогичные, выигрывая по физическим и эстетическим параметрам. Несмотря на то, что детали покрываются тонким слоем состава и полностью сохраняют свою форму, они на 100% защищены от коррозии, а металл – от проникновения водорода и охрупчивания. Такое покрытие выдерживает максимальный класс нагрузки – С5. Его просто наносить на детали сложной формы, а требования к толщине материала базы минимальны. Несмотря на очевидные преимущества цинк-ламельного покрытия, в России его пока используют предприятия, которые можно сосчитать по пальцам одной руки.
Существуют также многочисленные варианты покрытий на цинковой основе. На саморезах SPAX после нанесения гальванического цинкового покрытия производится заполнение его пор суспензией фторопласта. Это повышает коррозионную стойкость системы, а также, что не менее важно, ее антифрикционные свойства.
На практике цинковое покрытие наносится на крепежные детали в подавляющем большинстве случаев. Однако, когда это по каким-либо причинам невозможно (например, из-за наводороживания высокопрочных сталей) или когда к покрытию предъявляются какие-либо специальные требования, используются фосфатное и оксидное покрытия.
Фосфатное покрытие
Фосфатное покрытие – результат фосфатирования. Так называют процесс химической обработки стали (как, впрочем, и других металлов и сплавов), в растворах фосфорнокислых солей щелочных металлов или аммония. В результате фосфатирования на поверхности изделия возникает слой из труднорастворимых солей – фосфатов железа. Покрытие имеет цвет от темно-серого до черного и шероховатую поверхность. Обычная толщина защитного слоя составляет 2-5 мкм. Он устойчив против воздействия керосина, смазочных масел, кислорода воздуха, выдерживает кратковременный нагрев до 5000С и охлаждение до - 750С, но разрушается под действием кислот и щелочей. Часто используется как грунт – покрытие под окраску.
В нашем ассортименте фосфатные покрытия можно встретить:


Оксидное покрытие
Оксидное покрытие – результат оксидирования. Так называется процесс получения на поверхности изделия искусственно образованной пленки, состоящей преимущественно из оксидов покрываемого материала. В случае оксидировании сталей и чугунов на их поверхности образуется темная пленка, состоящая условно из оксида железа Fe3O4 толщиной всего несколько мкм. Среди прочих других, наиболее распространен способ химического оксидирования. При его реализации покрываемое изделие погружают в кипящий раствор, чаще всего состоящий из щелочи и окислителей — нитратов и нитритов. Получающаяся пленка плотно сцеплена с металлом основы, имеет черный цвет. Для повышения коррозионной стойкости пленку промасливают, благодаря чему ее поры заполняются и становятся непроницаемыми для внешней агрессивной среды. Одним из широко распространенных вариантов оксидирования является воронение. Название происходит от цвета покрытия. Оно черное с синим отливом, как крыло у ворона.
В нашем ассортименте оксидные покрытия можно встретить:



Латунирование и никелерование
Латунирование придает покрываемым изделиям декоративные свойства. Чаще всего используется при монтаже сантехники. Основными составляющими латуни являются медь и цинк в разных сочетаниях, но в принципе преобладает медь. Типичная латунь имеет золотистый цвет. Общепринятый состав электролитически осаждаемой латуни содержит около 60-70% меди и 30-40% цинка.
Латунированные детали представлены в ассортименте ЦКИ мебельными винтами и шурупами, а также мебельными декоративными гайками.

Никелерование используется для придания крепежу большей стойкости в соляном тумане. Толщина наносимого покрытия обычно составляет от 1 до 50 мкм. Никелированию подвергаются детали, изготовленные из стали и сплавов на основе меди, алюминия, железа, а также гальваническое никелирование может наноситься на изделия из титана, молибдена, вольфрама. При никелировании стальных деталей на них обычно наносится подслой меди.
В ЦКИ никелем покрываются заклепки. С подробностями вы можете ознакомиться в разделе «Заклепки».
Лакокрасочные покрытия

Порошковая покраска придает изделиям декоративный вид и стойкость к коррозии. Покраска саморезов, заклепок и другого крепежа увеличивает срок его эксплуатации. Также плюсом является отсутствие «заливания» сложных шлицов на саморезах и винтах, таких как внутренний шестигранник и Torx, а также высокая адгезия к подложке.
Нитрид-титанирование (TiN)
Нитрид титана применяется для покрытия режущего инструмента и битах для увеличения ресурса.
В ассортименте ЦКИ вы можете найти следующие изделия с титан-нитридовым покрытием:
Сверло DIN 338 HSS-G TiN;

Бита TiN Felo.

www.cki-com.ru
Электролит для нанесения коррозионностойких покрытий сплавом хром
Изобретение относится к области гальваностегии, в частности к электролитам для нанесения коррозионностойких покрытий сплавом хром-цинк, и может применяться для защиты поверхности изделий от коррозии и износа. Электролит для нанесения покрытия хром-цинк содержит, г/л: хромовый ангидрид 200-300; сернокислый цинк, гидрат 40-60 и азулен 2-4. Использование электролита позволяет повысить коррозионную стойкость, снизить энергозатраты процесса осаждения. 1 табл.
Изобретение относится к области гальваностегии, в частности к электролитическому осаждению сплава хром-цинк, и может найти применение для защиты изделий от коррозии и износа.
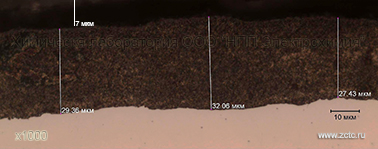
Известен электролит для нанесения коррозионностойких покрытий сплавом хром-цинк, содержащий хромовый ангидрид и сернокислый цинк, гидрат. Недостатком данного электролита является получение покрытий с удовлетворительной коррозионной стойкостью лишь при высокой температуре электролита 50oC и высокой плотности тока 35 А/дм2. Кроме того, присутствие в электролите серной кислоты повышает его агрессивность и усложняет очистку сточных вод. Целью изобретения является повышение коррозионной стойкости покрытий, снижение энергозатрат процесса электроосаждения и облегчение очистки сточных вод. Сущность изобретения заключается в том, что электролит для нанесения коррозионностойких покрытий сплавом хром-цинк, содержащий хромовый ангидрид и сернокислый цинк, гидрат, дополнительно содержит азулен формулы при следующем соотношении компонентов, г/л: Хромовый ангидрид - 200-300 Сернокислый цинк, гидрат - 40-60 Азулен - 2-4 Электролит готовят следующим образом. В воде растворяют необходимое количество хромового ангидрида и сернокислого цинка, вводят органическую добавку азулен и доводят электролит водой до нужного объема. Процесс электроосаждения проводят при температуре 20-25oC и плотности тока 15-75 А/дм2. В таблице представлена зависимость состава покрытия толщиной 10 мкм и его физико-механических свойств от составов предлагаемого электролита, отличающихся содержанием хромового ангидрида, сернокислого цинка и азулена, равным соответственно, г/л: 200, 250, 300; 40, 50, 60; 2, 3, 4. Процесс осаждения проводили при температуре 20oC и катодной плотности тока 25 А/дм2. Коррозионную стойкость хром-цинковых покрытий определяли методом И.Л. Розенфельда и Л.В. Фроловой прибором "Измеритель скорости коррозии Р 5035" (Техническое описание и инструкция по эксплуатации К, 77-38с) по ГОСТу 9-32-79. Коррозионной средой для покрытий служил 0,1 H раствор NaCl. Предлагаемый электролит повышает коррозионную стойкость покрытия хром-цинк за счет высокой степени химической и физической однородности полученного сплава и уменьшения на нем сетки трещин. Кроме того, он позволяет снизить рабочую температуру электроосаждения и плотность тока, а также облегчает очистку сточных вод из-за отсутствия в составе электролита серной кислоты. Результаты приведены в таблице.
при следующем соотношении компонентов, г/л: Хромовый ангидрид - 200-300 Сернокислый цинк, гидрат - 40-60 Азулен - 2-4 Электролит готовят следующим образом. В воде растворяют необходимое количество хромового ангидрида и сернокислого цинка, вводят органическую добавку азулен и доводят электролит водой до нужного объема. Процесс электроосаждения проводят при температуре 20-25oC и плотности тока 15-75 А/дм2. В таблице представлена зависимость состава покрытия толщиной 10 мкм и его физико-механических свойств от составов предлагаемого электролита, отличающихся содержанием хромового ангидрида, сернокислого цинка и азулена, равным соответственно, г/л: 200, 250, 300; 40, 50, 60; 2, 3, 4. Процесс осаждения проводили при температуре 20oC и катодной плотности тока 25 А/дм2. Коррозионную стойкость хром-цинковых покрытий определяли методом И.Л. Розенфельда и Л.В. Фроловой прибором "Измеритель скорости коррозии Р 5035" (Техническое описание и инструкция по эксплуатации К, 77-38с) по ГОСТу 9-32-79. Коррозионной средой для покрытий служил 0,1 H раствор NaCl. Предлагаемый электролит повышает коррозионную стойкость покрытия хром-цинк за счет высокой степени химической и физической однородности полученного сплава и уменьшения на нем сетки трещин. Кроме того, он позволяет снизить рабочую температуру электроосаждения и плотность тока, а также облегчает очистку сточных вод из-за отсутствия в составе электролита серной кислоты. Результаты приведены в таблице.Формула изобретения
Электролит для нанесения коррозионностойких покрытий сплавом хром цинк, содержащий хромовый ангидрид и сернокислый цинк, отличающийся тем, что он дополнительно содержит азулен формулы при следующем соотношении компонентов, г/л: Хромовый ангидрид 200 300 Сернокислый цинк, гидрат 40 60 Азулен 2 4е
при следующем соотношении компонентов, г/л: Хромовый ангидрид 200 300 Сернокислый цинк, гидрат 40 60 Азулен 2 4еРИСУНКИ
Рисунок 1Похожие патенты:

Изобретение относится к области гальваностегии, в частности к электролитическому осаждению сплава хром-магний, и может найти применение для защиты изделий от износа и коррозии

Изобретение относится к области гальваностегии, в частности к электролитическому нанесению микротвердых покрытий на основе хрома, а именно сплава хром-алюминий, и может найти применение для защиты поверхности изделий от коррозии и износа

Изобретение относится к гальваностегии, в частности к электролитическому осаждению сплава медь-кобальт

Изобретение относится к гальваностегии, в частности, к электролитическому осаждению сплава хром - молибден

Изобретение относится к гальваностегии, в частности к электрическому осаждению сплава цинк-железо, с целью восстановления изношенных поверхностей деталей машин, например, корпусов гидравлических насосов, посадочных мест блоков цилиндров двигателей внутреннего сгорания, коробок передач и др

Изобретение относится к гальванотехнике, в частности к электролитическому осаждению никелевых покрытий, легированных индием до 1%, и может быть использовано в качестве функциональных в радиоэлектронной промышленности для обеспечения сварки ультразвуком, а также в качестве коррозионно-стойких, защитно-декоративных покрытий в ряде отраслей приборостроения и машиностроения

Изобретение относится к электроосаждению покрытий на основе сплава никель-бор и может найти применение в пищевом, электронном машиностроении и медицинской технике как износостойкое покрытие, не содержащее вредных примесей

Изобретение относится к области гальваностегии, в частности к нанесению покрытий сплавами цинка из кислых электролитов, и может быть использовано в радиоэлектронной, автомобильной, электротехнической и других отраслях промышленности

Изобретение относится к области нанесения гальванических покрытий, в частности к электрохимическому осаждению палладия и его сплавов

Изобретение относится к гальваностегии

Изобретение относится к гальваностегии, в частности к электролитическому осаждению сплава медь-никель

Изобретение относится к гальваностегии, в частности к электролитическому осаждению хромовых покрытий на медные и стальные изделия


Изобретение относится к гальванической ванне сплава олово-цинк и способу нанесения гальванического покрытия при ее применении

Изобретение относится к защитным покрытиям на основе никеля, содержащим железо и вольфрам и используемым в разнообразных устройствах для увеличения срока их работоспособности

Изобретение относится к области гальваностегии, в частности, к электроосаждению сплава висмут-марганец, а именно к получению стабильных электролитов с высокой рассеивающей способностью для осаждения качественных коррозионно-стойких покрытий

Изобретение относится к защитным покрытиям на основе никеля, используемым в разнообразных компонентах и устройствах для увеличения срока их работоспособности


Изобретение относится к восстановлению и упрочнению деталей, преимущественно крупногабаритных изделий сложной формы, и может быть использовано в промышленности и ремонтном производстве при повышении долговечности и восстановлении изношенных рабочих поверхностей деталей машин, например шеек коленчатых валов, плунжеров, стержней клапанов двигателей внутреннего сгорания, кулачковых распределительных механизмов и других тел вращения путем нанесения электролитических покрытий на основе железа
Изобретение относится к области гальваностегии, в частности к электролитам для нанесения коррозионностойких покрытий сплавом хром-цинк, и может применяться для защиты поверхности изделий от коррозии и износа
www.findpatent.ru
Гальваническое покрытие алюминия и его сплавов
Цель гальванических покрытий алюминия и его сплавов — сочетать ряд ценных свойств основного металла (сплава) и покрытия. Для защитно-декоративной отделки изделий из алюминия и его сплавов прибегают к нанесению комбинированных покрытий медь — никель — хром или никель — хром. В целях защиты от механического износа наносят сравнительно толстые покрытия из хрома, для сообщения антифрикционных свойств наносят покрытия из сплава свинец — олово или медь — олово. Для облегчения и ускорения процесса пайки алюминиевых изделий наносят оловянные, свинцовооловянные или серебряные покрытия. Последние используют также для уменьшения переходного сопротивления в местах контактов. Латунные покрытия обеспечивают прочное сцепление алюминия с резиной при горячем прессовании. Для защиты от заедания резьбовые алюминиевые детали цинкуют. Кадмированию подвергают узлы, в которых алюминиевые детали сопряжены со стальными, медными и другими деталями, в контакте с которыми усиливается коррозия.
Различные детали электронных приборов подвергают серебрению, золочению, покрытию платиновыми металлами и их сплавами.
Специфические трудности нанесения гальванических покрытий на изделия из алюминия и его сплавов связаны с наличием на их поверхности естественной окисной пленки, препятствующей прочному сцеплению между основой и покрытиями. Кроме того, сильно электроотрицательное значение потенциала алюминия, освобожденного от окисной пленки, приводит к вытеснению ионов покрываемого металла до начала прохождения электрического тока через раствор электролита, что тоже нарушает сцепление между покрытием и основой. Преодоление этих трудностей достигается специальными методами подготовки поверхности покрываемых изделий.
Наиболее распространенными методами подготовки поверхности алюминиевых изделий перед нанесением гальванических покрытий являются следующие: 1) цинкатный, 2) анодирование в фосфорной кислоте, 3) предварительное электролитическое осаждение тончайших цинковых или латунных покрытий.
Цинкатный метод подготовки поверхности алюминиевых изделий сводится к их кратковременному погружению (на 30—60 с) в раствор цинката натрия. Окисная пленка при этом растворяется и изделия покрываются тонкой пленкой цинка (0,1—0,15 мкм), предупреждающей поверхность от повторного окисления. При этом протекают следующие реакции. На анодных участках: Al + ЗОН- →Al(ОН)3 + Зе, Al(OН)3 → AlO2 + h3O + Н+ На катодных участках: Zn(OH)4 → Zn2+ + 40H-, Zn2+ + 2e → Zn, 2Н+ + 2e → 2H → h3.
Вследствие высокого перенапряжения водорода на цинке последняя реакция затруднена и образование цинковой пленки на поверхности алюминиевых изделий не сопровождается заметным выделением водорода.
Чем тоньше и плотнее цинковая пленка, тем больше прочность сцепления алюминиевой основы с гальваническим покрытием. Получению плотной пленки способствует введение в цинкатный раствор, помимо основных компонентов (окиси цинка и едкого натра), хлорного железа и сегнетовой соли, а также азотнокислого натрия. Ниже приводятся рекомендуемые составы цинкатных растворов (г/л) и их режимы:
Двукратное цинкование методом погружения часто обеспечивает лучшее сцепление между алюминиевой основой и гальваническим покрытием. После 10—15-сек выдержки в цинкатном растворе изделия промывают в воде и переносят в раствор азотной кислоты, разбавленной водой в отношении 1 : 1 для удаления цинкового покрытия. После тщательной промывки в воде изделия вновь погружают в цинкатный раствор.
Ниже приведена схема процесса нанесения гальванических покрытий на алюминиевые сплавы при подготовке их поверхности по цинкатному способу:
Для подготовки поверхности алюминиевых сплавов, легированных магнием, к нанесению гальванических покрытий рекомендуется погружать их в раствор сульфата цинка в присутствии фтористоводородной кислоты или в раствор фторбората цинка. Ниже приводятся составы этих растворов (г/л) и режимы: 1) ZnSO4·7h3O ................720 HF (48%-ная), % (объемн.) . . 3,5 Температура, °С..............50 Продолжительность, с . . . . 20—60 2) Zn(BF4)2..................75 рН..........................3,0 Продолжительность, с..........30
Анодирование в фосфорной кислоте применяют в США для алюминиевых сплавов, легированных медью и марганцем перед гальваническим меднением. Образующаяся при анодировании в фосфорной кислоте окисная пленка более тонка и более пориста, чем при анодировании в серной кислоте, но та часть пленки, которая обращена к алюминиевому сплаву (так называемый барьерный слой), толще, чем в серной кислоте. Поэтому анодирование в фосфорной кислоте проводят при повышенном напряжении (30—60 В).
Концентрация фосфорной кислоты колеблется в пределах 250—500 г/л, температура 25—30° С, плотность тока 1,0—2,0 А/дм2, продолжительность анодирования около 10 мин, толщина окисной пленки примерно 3 мкм.
При анодировании в фосфорной кислоте встречается тем больше затруднений, чем чище алюминий: для нелегированного алюминия трудно обеспечить хорошее сцепление с гальваническим покрытием.
Рекомендуется первые слои меди осадить в пирофосфатном электролите при значениях рН = 7÷8 (рис. 122).
Рис. 122. Микрофотография алюминиевого образца, подвергнутого анодированию в фосфорной кислоте и последующему меднению и никелированию
Металл на оксидированном в фосфорной кислоте алюминии начинает осаждаться в порах в виде тонкодисперсных волокон, которые потом срастаются между собой, перебрасывая мостки чрез пленку. То обстоятельство, что сама окисная пленка прочно сцеплена с основой, обеспечивает также прочное сцепление с гальваническим покрытием.
В Англии и США широко применяют так называемый фогт-процесс, заключающийся в предварительном нанесении на алюминиевые изделия тончайших цинковых и латунных покрытий. Ниже приводятся составы электролитов (г/л) и их режимы для ванн цинкования (I) и латунирования (II):
По этой схеме обезжиренные изделия после промывки травят в течение 5 с в 5%-ной HF и осветляют в HNO3 (1 : 1). После тщательной промывки изделия подвергают гальваническому покрытию с минимальными перерывами между операциями по схеме: цинкование — промывка в проточной воде — латунирование — промывка — нейтрализация в слабом растворе винной кислоты — никелирование (в электролите без хлоридов) — промывка в холодной и горячей воде — демонтаж с подвесок — нагрев при 200—250° С в течение 30 мин.
При нанесении гальванических покрытий на подготовленные по одному из перечисленных выше методов алюминиевые изделия требуется соблюдать особые меры предосторожности. Дело в том, что цинковая пленка, полученная при погружении в раствор цинката, так же, как и цинковые и латунные пленки, полученные методом электроосаждения, чрезвычайно тонки и на них необходимо наносить первый слой металла из такого электролита и при таком режиме, чтобы их не повредить. В зарубежной литературе рекомендуется на подготовленные по цинкатному методу изделия наносить 1-й слой меди из цианистого электролита с небольшим содержанием свободного цианида. Ниже приводится состав такого электролита (г/л): CuCN..... 42 Na2CO3 .... 30,0 NaCNобщ ... 49 KNaC4h5O6·4h3O . 60,0 NaCNсвоб . . . До 3,8 Температура электролита в пределах 38—43° С, рН= = 10,2÷10,5.
Изделия завешивают в ванну под током и в течение 2 мин поддерживают плотность тока 2,5 А/дм2, после чего ее снижают до 1,25 А/дм2, по крайней мере в течение 3—5 мин. В дальнейшем можно при этом режиме наращивать слой меди до требуемой толщины, или после промывки в воде переносить изделия в медную кислую ванну.
При защитно-декоративном хромировании изделия после меднения покрывают никелем и хромом по общепринятой технологии — либо с промежуточной полировкой со всеми вспомогательными операциями, либо без них, если покрытие осуществляется в ваннах с блескообразователями. Вместо меднения в цианистом электролите можно при защитно-декоративном хромировании начинать с латунирования в электролите следующего состава (г/л): CuCN .... 26 NaCN .... 45 Zn(CN)2 … 11 Na2CO3 ... 7,5 Температуру поддерживают в пределах 27—30° С, плотность тока около 1 А/дм2, аноды — латунные с содержанием 70—75% Cu и 25—30% Zn.
Защитно-декоративное хромирование подготовленных по цинкатному методу изделий по схеме Ni—Cr или Ni—Cu—Ni—Cr можно осуществлять и без нанесения первого слоя меди или латуни в цианистых электролитах. Для этой цели можно по цинковой пленке наносить никель из обычного электролита, или из более подходящего для этой цели электролита состава (г/л): NiSO4·7h3O.......100 Na2SO4·10h3O..............15 h4ВO3....................10 Лимоннокислый натрий ... 15 Температура электролита 40—45° С; плотность тока 1,5—2 А/дм2; рН~5,6. Прочное сцепление никелевого покрытия с алюминиевой основой обеспечивается только в результате 30-мин нагрева при температуре 200—250° С. Для предупреждения от окисления поверхности нагрев рекомендуется осуществлять в печи с инертной атмосферой в техническом касторовом масле или в вакууме. Если такой нагрев связан с трудностями, то перед нанесением на никель других гальванических покрытий тонкий слой окислов может быть удален либо полировкой, либо травлением в смеси серной и азотной кислот. Для легких условий эксплуатации можно ограничиться слоем никеля толщиной 10 мкм с последующим хромированием на толщину до 1 мкм; для жестких условий рекомендуется суммарная толщина покрытия Ni— Cu—Ni 50 мкм с тонким слоем хрома.
Износостойкому хромированию часто подвергают двигатели цилиндров (например, мотоциклов) из кремнистых алюминиевых сплавов. После обезжиривания в щелочном растворе и промывки следует 1—2-мин травление при температуре, не превышающей 15° С, в смеси HF : HNO3 в отношении 1 : 5. Хромирование осуществляют в обычном электролите при температуре 60±2°С по режиму: первые 5 мин при плотности тока 35—45 А/дм2, вторые 5 мин 45—65 А/дм2, остальное время 65—80 А/дм2.
Гальваническое лужение или покрытие свинцовооловянным сплавом (для облегчения и ускорения процесса пайки), подготовленных по цинкатному методу изделий осуществляют в обычных электролитах после никелирования и 30-мин прогрева или после меднения в цианистом электролите.
Цинкованию алюминиевые изделия подвергают сравнительно редко; лучшие результаты получаются после цинкатной обработки и электролитического цинкования в щелочно-цианистых электролитах.
Кадмирование применяют для защиты от контактной коррозии узлов, в которых алюминиевые детали сопрягаются с деталями из других металлов. Прочное сцепление кадмиевых покрытий с алюминиевой основой может быть обеспечено после предварительной одноминутной катодной поляризации при плотности тока 2,5 А/дм2 в разбавленном по содержанию кадмия электролите и последующего кадмирования в рабочем электролите при плотности тока 1,5—3 А/дм2 в течение времени, необходимого для осаждения слоя кадмия заданной толщины. Ниже приведены составы (г/л) рекомендуемых электролитов для предварительного покрытия (I) и рабочего электролита (II): I II Cd......... 7,5 27 NaCN....... 60,0 100 Помимо основных компонентов, в рабочий электролит вводят блескообразователь. Можно также кадмировать алюминий по медному или цинковому подслою после цинкатной обработки.
Серебрение алюминия осуществляют для повышения электропроводности и, в частности, для уменьшения переходного сопротивления в местах контактов. После цинкатной обработки изделия серебрят последовательно в трех ваннах с постепенно возрастающей концентрацией серебра и убывающей концентрацией свободного цианида. В первых двух ваннах изделия выдерживают по 10—15 с при плотности тока 1,5—2 А/дм2. В этих ваннах выход металла по току небольшой и наблюдается интенсивное выделение водорода. В третьей ванне поддерживается плотность тока 0,5 А/дм2 и процесс длится до получения слоя серебра заданной толщины. Ниже приводятся составы серебряных электролитов этих трех ванн (г/л): I II III Ag CN 1 5 30 К CN 90 68 60 Для легких условий эксплуатации можно ограничиться толщиной серебряного слоя 12,5 мкм, для средних условий эксплуатации 25 мкм, а для жестких условий 50 мкм.
Покрытие другими драгоценными металлами. Различные детали электронной аппаратуры, автоматики и телемеханики в зависимости от условий эксплуатации подвергают золочению или покрывают металлами платиновой группы. Золочение осуществляют после цинкатной обработки и нанесения медного подслоя из цианистого электролита или никелевого подслоя с последующим 30-минутным нагревом. Толстые золотые покрытия (до 25 мкм) могут быть получены из цианистого электролита (8 г/л Au, 20 г/л KCNсвоб, 20 г/л K2НPO4 и 20 г/л K2СO3) при температуре 65—70 °С и плотности тока 0,3—0,5 А/дм2. В последнее время успешно применяют так называемые кислые цианистые электролиты золочения примерного состава (г/л) и режим: Золото (в виде дицианоаурата калия) ................10 Калий лимоннокислый............80 Лимонная кислота .............20 рН.............5,5-6 Температура, °С................70 Плотность тока, А/дм2............0,5 Для повышения твердости и износостойкости золотых покрытий рекомендуется в электролит вводить 15 мг/л сурьмы в виде калия сурьмяновиннокислого. Покрытие при этом содержит до 1 % Sb, микротвердость достигает 180 кгс/мм2.
Из металлов платиновой группы в новых отраслях техники наиболее широко применяют родиевое покрытие. Для алюминиевых изделий в одинаковой мере могут быть использованы после цинкатной подготовки медный и никелевый подслои. Тонкие родиевые покрытия порядка 1—2 мкм — могут быть получены из сульфатного электролита с содержанием 1—2 г/л Rh в виде сернокислой соли и 20—25 мл/л концентрированной серной кислоты. Для получения более толстых родиевых покрытий содержание родия в электролите необходимо повысить до 10—15 г/л и ввести 1 г/л селеновой кислоты, снижающей внутренние напряжения в покрытии и позволяющей довести его толщину до 25—50 мкм. Процесс осуществляется с нерастворимыми (платиновыми) анодами, при температуре 45—50° С и плотности тока 1—2 А/дм2. Электроосажденный родий имеет твердость порядка 800 кгс/мм2, большую коррозионную стойкость и по коэффициенту отражения света уступает только серебру. В отличие от серебра родий не тускнеет под действием сероводорода, и, будучи нанесен даже в тонких слоях (0,1—0,2 мкм) на серебро, защищает его от потускнения.
Все гальванические покрытия за исключением цинка катодны по отношению к алюминию, т. е. защищают его от коррозии только при условии отсутствия пор в покрытии. Беспористые покрытия обычно получаются в слоях достаточной толщины и при соблюдении правильного режима технологического процесса. Если алюминиевые детали эксплуатируются в условиях смазки, в сухой атмосфере или вакууме, то порами в покрытиях можно пренебречь.
В СССР и за рубежом промышленное применение получило лужение алюминиевых поршней (для целей притирки) методом погружения их в раствор станната натрия или калия. Поршни обезжиривают по одному из методов, принятых для алюминиевых сплавов. После промывки в воде их погружают на 20 с в разбавленную в отношении (1:1) азотную кислоту, вновь промывают в воде и на 3—4 мин погружают в раствор, содержащий 45—70 г/л Na2Sn(OH)6 или K2Sn(OH)6 при температуре 50—75° С. Вынутые из раствора станната поршни промывают в холодной и горячей воде. Толщина оловянного покрытия при таком режиме примерно 5 мкм, цвет покрытий белый, матовый. Станнат калия несколько дороже станната натрия, но растворы его более устойчивы и менее подвержены гидролизу. Оловянные покрытия, полученные методом погружения в раствор станната, недостаточно сцеплены с основой, чтобы изделия с такими покрытиями можно было подвергать пайке. Они не могут служить также промежуточным слоем для последующего электролитического осаждения олова. Для пайки необходима цинкатная обработка поверхности (или другая из приведенных выше) с последующим нанесением подслоя меди или никеля.
www.stroitelstvo-new.ru
Цинк-алюминиевые покрытия | Гальванопокрытие
Мы открыли новую линию: цинк-алюминиевое покрытие. Цинк-алюминиевое покрытие обеспечивает защиту от коррозии более 1000 часов в камере соляного тумана без коррозии металла основы. Получаемые результаты зависят от толщины базового покрытия или нанесенного гальванического слоя.
На обработку принимаются металлоконструкции габаритами до 2000х3000 мм.
Электроосажденные покрытия цинка и сплавов цинка уже много лет являются главными покрытиями, удовлетворяющими требования многих отраслей промышленности по обеспечению нужной степени защиты от коррозии. За тенденцией производства стали высокой прочности, уже в начале восьмого десятилетия прошлого столетия значительно вырос спрос на альтернативные покрытия, а главным требованием было исключение водородного охрупчивания.
С девятого десятилетия прошлого века цинк-алюминиевые покрытия заняли прочное место в промышленности, особенно в автомобильном производстве.
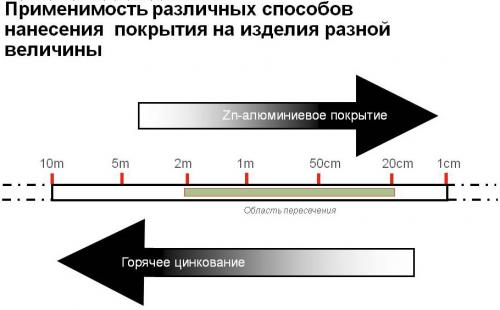
Цинк-алюминиевое покрытие представляет собой неорганическое, коррозионно-защитное базовое покрытие, наполненное хлопьями цинка и алюминия. Это базовое покрытие, осаждаемое методами погружения-вращения, вращения, погружения-стекания или распылением для крепежных деталей таких как болты, винты, гайки, пружины, зажимы, а также штампованные детали и т.п.
Цинк-алюминиевое покрытие обеспечивает защиту от коррозии более 1000 часов в камере соляного тумана без коррозии металла основы. Получаемые результаты зависят от толщины базового покрытия или нанесенного гальванического слоя.

Оптимальный результат обеспечивается при нанесении покрытия на поверхность детали, обработанную дробеструйным методом или фосфатированное(тонким слоем). Толщина наносимого покрытия может быть в интервале от 6 и 20 мкм. Получаемое покрытие не имеет водородного охрупчивания.

Преимущества цинк-алюминиевого покрытия перед горячим цинкованием:
- При горячем цинковании существует опасность понижения твердости стали из-за высокой температуры, в то время как при нанесении цинк-алюминиевого покрытия нет опасности понижения твердости, температура
- Для горячего цинкования небходима сталь более высокого качества. Для цинк-алюминиевого покрытия можно использовать не очень качественную сталь.
- При горячем цинковании существует опасность образования трещин под действием жидкого металла а также водородной хрупкости при травлении (подготовка). При нанесении цинк-алюминиевого покрытия нет опасности образования трещин и водородной хрупкости.
- При горячем цинковании повышается вес изделий из-за большой толщины покрытия, но при цинк-алюминиевом покрытии толщина покрытия значительно меньше.
- При горячем цинковании существует необходимость повторного нанесения резьбы (гайки), а для цинк-алюминиевого покрытия нет необходимости повторного нанесения резьбы, поэтому коррозионная защита лучше.
- Горячее цинкование - это очень энергоемкий процесс, в то время как цинк-алюминиевое покрытие - процесс гораздо менее энергоемкий так как температура сушки значительно ниже.
Области применения цинк-алюминиевого покрытия
- Покрытия, содержащие ПТФЭ(тефлон)
- Производство ветрянных турбин
- Замена кадмия
- Эл. соединители, зажимы
- Cтроительная промышленность
- Тяжелое машиностроение, экскаваторы, сельское хозяйство и т.д.
- Сеть водоснабжения
- Нефтехимическая промышленность
- Отрасли нефтегазовой промышленности
- Сектор медицины
- Aвиация / Военная техника
- Прессованные изделия, штамповка
- П-во деталей с требованием высокой точности
Системы цинк-алюминиевого покрытия нельзя сравнивать с обычными порошковыми покрытиями. Это очень химически активная среда на основе хлопьев цинка и алюминия. Плотно насаженные хлопья покрываются химически активным связующим веществом, которое реагирует с основой стали. Процесс отверждения проходит при температуре от 200° C до 320° C (в зависимости от продукта), продолжительность - от 20 дo 40 минут. Результат - сухое покрытие, обеспечивающее отличную защиту от коррозии.
www.galvan.ru









