Преимущества использования нержавеющей проволоки для сварки полуавтоматом. Проволока из хрома
Проволока в изготовлении бижутерии
Рассмотрим несколько самых распространённых вопросов с которыми сталкиваются начинающие парильщики, для начала стоит решить какую проволоку приобрести, диаметр и тип, нихром или кантал.Выбирать тип проволоки нужно в первую очередь исходя из того, куда вы её собираетесь устанавливать, если это генезис танк, или любой другой танк где в качестве фитиля используется нержавеющая сетка - тогда приобретайте только кантал. Если же в качестве фитиля используется кремнеземный шнур, супернить, бамбуковая пряжа - то можно использовать как кантал так и нихром. Субъективно - на кремнеземе, лучше использовать нихром, так как он быстрее нагревается, ч то важно на не слишком мощных девайсах, чтобы избавиться от эффекта пружины - перед тем как мотать спираль, прожгите проволоку горелкой.
Различия между типами проволоки заключаются в составе сплава:
Нихром — общее название группы сплавов, которые состоят из Никеля и Хрома (НиХром), в зависимости от марки, может содержать и другие металлы, для улучшения тех или иных характеристик.
Кантал - зарегистрированная торговая марка, принадлежащая компании Sandvik Materials Technology, под этим названием компания Sandvic выпускает сплав состоящий из железа, хрома и алюминия, у других производителей проволока из такого же сплава называется Фехраль (FeCrAl).
Оба сплава используются в качестве нагревательных элементов во всяких электро приборах - утюгах, фенах, электропечах для обжига и сушки, и так далее, кантал и нихром обладают несколько разными свойствами. Кантал - нагревается равномерно, и практически не имеет пружинного эффекта во время намотки. Нихром - чуть более устойчив к агрессивным средам, поэтому не так быстро чернеет, более мягкий, легче гнётся.
В зависимости от состава сплава, проволока может иметь маркировку, к примеру нихром может маркироваться как - Cr20Ni80,Cr30Ni70,Cr20Ni35,Cr20Ni30,Cr15Ni60, цифровая часть обозначает процентное соотношение металлов в сплаве, например Cr20Ni80 означает что сплав на 20% состоит из хрома и на 80 из никеля. Проволока также бывает нескольких типов к примеру Kanthal A1 и Kanthal D, различия между ними в рабочих температурах, A1 более жаростойкий, но в случае с электронными сигаретами особой разницы нет, если имеется выбор - приобретайте A1.
По поводу сопротивления и диаметра проволоки, я не буду забивать вам голову всякими формулами из учебника физики, так как сам их толком не помню, принцип здесь довольно прост, чем толще проволока - тем меньше у неё сопротивление. Например - сделав пять витков нихрома проволокой с диаметром 0.10 мм, вы получите спираль с сопротивлением 2.2 Ом, а сделав пять витков на проволоке с диаметром 0.20 мм - получите 1.2 Ом. Нередко сталкиваюсь с тем, что следом за первой ЕГОшкой парильщик покупает какой нибудь варивольт, и пытается парить его на максимальной мощности. Особого смысла в этом нет, варивольт или вариватт даёт возможность подстроить вольтаж под сопротивление спирали, то что у вас есть опция в шесть вольт не значит что любой атом будет хорошо работать на таком вольтаже.
Взгляните на таблицу:
Зелёным цветом выделена зона комфортного парения, в первой верхней горизонтальной колонке - указано сопротивление атомайзера, в первой слева вертикальной колонке - вольтаж, в ячейках таблицы значения в ваттах.Как видим шесть вольт уместно использовать только на спиралях с сопротивлением 3.0-3,5 Ом. Для большинства варивольтов оптимальное сопротивление намотки 1.6-2.2 Ом, намотку с сопротивлением меньшим чем 1.5 ом делать не стоит т.к. в большинстве варивольтов имеется защита LR атомайзеров - устройство не подаст напряжение на спираль если её сопротивление меньше 1.5 ом, чтобы случайно не спалить атом. Те же кто использует механические моды - подгоняет сопротивление спирали под вольтаж аккумулятора, намотки для мех-модов чаще всего имеют сопротивление от 0.8 Ом до 1.2 Ом.
Как правило диаметр сечения проволоки указывается в AWG, это американская система калибровки проводов в которой всё перевёрнуто с ног на голову, так меньшее число AWG соответствует более толстому диаметру проволоки. Чтобы перевести AWG в миллиметры и обратно используйте таблицу:
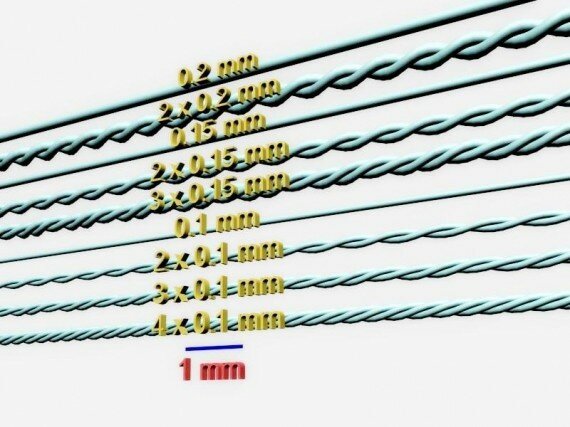
Наиболее распространённые диаметры для нихрома - 0.20 мм, кантал - 0.30 мм, проволоку с диаметром 0.10 и 0.15 мм приобретают для намотки косичкой, при этом несколько нитей сплетаются в одну, за счёт чего увеличивается площадь нагрева и КПД соответственно:

Мотать или не мотать и пользоваться покупным?
Парильщики делятся на две категории. Да-да, всего на две. Первая — ленивые задницы, вторая — чёртовы наркоманы со своими проволочками, ватками и прочим непонятным стаффом.
Эта заметка для тех, кого обижает звание ленивой задницы, и кто хочет стать чёртовым наркоманом. Поехали!
— Ну вот я ленивая задница, да. И что мне даст данный курс повышения квалификации до чёртового наркомана?
Начнем с плюсов:
Экономия денег
Мотать самому выходит дешевле, чем покупать сменные испарители или уже готовые намотки. Так, например, голова на бак стоит от 150 до 300 рублей, что равносильно покупке от 3 до 10 метров кантала. На одну спираль уходит в среднем от 6 до 10 сантиметров проволоки. По-моему, выгода очевидна.
Известность материалов изготовления
Если вы мотаете сами, то всегда знаете, какую проволоку используете. Ну, в меру ваших познаний и в меру честности продавца. Разные проволоки имеют разные характеристики — удельное сопротивление, температуру плавления, мягкость и прочие. О характеристиках разных проволок поговорим в следующей части.
Необслуживаемые атомайзеры или сменные головы не предоставляют пользователю большого выбора сопротивлений, площадей испарения, толщины проволоки и других важных для получаемого пара характеристик спирали. Мотая же сами, вы получаете неограниченный простор для экспериментов, в результате которых можно добиться результата, устраивающего именно вас на вашем девайсе.
Возможность намотать то, чего в принципе нет в продаже
Не всегда возможно (а то и вовсе невозможно) найти готовые флэттенд фьюзд клэптоны, например. А попробовать-то хочется. Ну или придумать что-то своё. Экслюзивность, так сказать.
Огромное количество информации и примеров
Найти как намотать определенный атомайзер — абсолютно не проблема! Количество материалов по намоткам (от форумов до ютуба) — огромное. Так что у вас всегда будет пример перед глазами.
Мотать — это интересно
Мотать самому — это такое своего рода творчество, хобби. Вы не ограничены ничем! Экспериментируйте, творите, делайте странное. Это весело!Но, конечно, у «самообслуживния» атомайзеров есть и минусы:
Требуется практика
Не думайте, что вы намотаете идеальный коил с первого раза. Хотя, конечно, и такие случаи имели место быть. Однако в большинстве случаев потребуется некоторая практика, и первые результаты могут быть, ну, скажем так, не очень.
Придется потратить некоторое количество свободного времени на саму намотку
В среднем перемотка атомайзера занимает не более 10 минут, если билд не сложный. Однако новичкам на первых порах может потребоваться и больше. Ну и сложные билды (коил порн и вот это всё), могут занимать намного, НАМНОГО больше времени.
Потребуются инструменты
Для намотки потребуется некоторое количество инструментов: отвертки, плоскогубцы, бокорезы. Ничего экстраординарного — но всё же. Если хочется чего-нибудь посложнее, то без дрели с регулируемой скоростью вращения или шуруповерта уже не обойтись.
Нужны поверхностные знания в физике
Для того, чтобы мотать самому, нужно знать и понимать закон Ома на уровне 8 класса. В этой серии статей мы о нем поговорим, так что не бойтесь, если ничего не помните со школьной программы.
Есть вероятность пораниться
Работая с инструментами и проволокой, всегда есть вероятность пораниться — уколоться, обжечься во время прожига, поцарапаться. Количество «травм» напрямую зависит от вашей внимательности и аккуратности.
Тут стоит отметить, что не все хотят и любят, и будут мотать. Многих более чем устраивает то, что предлагает рынок необслуживаемых атомов. Так что теперь выбор за вами — на одну чашу весов кладём плюсы, а на другую — минусы сложенные с вашей ленью.
Ну раз вы все ещё здесь, то значит решили таки мотать. Правильно, одобряем!
Ну а теперь пара слов про сам процесс.
Под намоткой (ака обслуживание атомайзера) понимается замена спиралей и фитиля.
Сам процесс состоит из нескольких стадий:
Намотка самой спирали. Ну или нескольких спиралей.- Установка спирали(ей) в атомайзер.- Прожиг, дабы достигнуть равномерного прогрева всей спирали.- Установка фитиля.
Но перед тем, как приступить, давайте разбираться, что нам понадобится.
Проволока.
Ну, во-первых, нам понадобится проволока, из которой мы будем делать спирали. Тут у нас довольно много вариантов:
Кантал А1 — американский бренд фехралевой проволоки, наиболее часто используемый в парении.Нихром в разных вариациях.Фехраль, отличная от Кантала А1.Никель. Используется для билдов под температурный контроль.Титан — тоже используетя для ТК.Стальная провлока — и снова ТК!Разные другие сплавы, например Anarchist Wire.
Да, выбор большой. Про характеристики каждого из этих проводов мы поговорим в другой части статьи, а пока — Кантал А1 — наш выбор. Диаметр провода нужно подбирать под ваши нужды. Но я бы посоветовал начать с 0.4 мм (26 awg) для баков и 0.5 мм (24 awg) для дрипок.
Инструмент для намотки.
Под инструментом для намотки имеется в виду оправа, вокруг которой будете обматывать вашу проволоку, а также ножницы (кусачки, бокорезы), пинцет (плоскогубцы) и отвертка. Что касается оправы, то здесь вы ограничены только вашим воображением и возможностью узнать диаметр стержня. Подойдут отвертки, стержни, ушные палочки, да что угодно, лишь бы было круглое и довольно плотное. Можно даже купить специальный инструмент! Такого инструмента довольно много, но мы бы рекомендовали Kuro Coiler.Калькулятор для вычисления желаемого сопротивления.
Прочие расходные материалы.
Всё остальное, что понадобится в процессе намотки: вата, салфетки, омметр, мозг, руки.
Итак, у нас есть всё необходимое для намотки спиралей, что же делать дальше?
В первую очередь, нужно определиться, сколько спиралей нам потребуется. В основном используется одна или две спирали.
Виды спиралей.
Глобально спирали разделяют на две категории:
Не контактныеконтактные
Под не контактными спиралями понимают такие намотки, в которых витки самой спирали не касаются друг друга. Между ними есть расстояние.
Под контактными, соответственно, понимаются спирали, витки которых прижаты друг к другу и расстояние между ними отсутствует.
В большинстве случаев контактные спирали — наш выбор.
Более подробно про физику всех этих спиралей поговорим в другой части, вместе с законом Ома. Целю данной же части статьи является дать общее представление об обслуживании атомайзера, и подготовить вас к намотке вашей первой спирали.
Так какую же спираль нужно делать: контактную или неконтактную?
Зависит от вашего атомайзера. Если вы используете дрипку, то смело мотайте контактные спирали. Если же вы используете бак, особенно если это что-то типа кайфуна или лемо, да даже сабтанк, лучше начать с не контактной спирали. Объясняется это тем, что в неконтактной спирали в расстоянии между витками скапливается жидкость, что улучшает смачиваемость и уменьшает риск драйхита. Если же вы используете баки типа голиафа или зефируса, то можно спокойно мотать контактные спирали, у таких танков проблем со смачиванием и подачей жижи к спирали нет (при правильной укладке ваты).
А теперь мотаем!
Итак, что нам нужно сделать (рассмотрим на примере дрипки):
Отрезать около 10 сантиметров кантала.Взять нашу оправу.Зажать один конец кантала пальцем.Начать аккуратно, плотно прижимая витки друг к другу, если это контактная спираль, или стараясь делать витки на одинаковом расстоянии друг от друга, если это неконтактная спираль, обматываем оправу канталом. Реаомендованное количество витков вокруг 3мм оправы — по 6-7 для танков, и по 5-6 для дрипок. Мотаем необходимое количество спиралей, стараясь сделать их максимально одинаковыми. Для удобства делаем одну ножку длиннее другой.
Откручиваем винты в стойках у атомайзера. Ставим нашу спираль обратно на оправу. Просовываем в отверстие в стойке сначала длинную ногу, потом короткую. Если у вас центральная стойка имеет 2 отверстия, то спираль можно сразу зажать, если же у вас центральная стойка с одним отверстием, то зажимаем только сбоку.Проделываем то же самое с другой спиралью.
Зажимаем все винты. Плотно, но будьте аккуратны, дабы не перекусить винтом проволоку.Надеваем топкэп. Проверяем, не касается ли где его наша спираль.
Ставим атомайзер на омметр или ваш вариватт. Проверяем сопротивление, убеждаемся, что сопротивление читается и оно не очень низкое (не 0.0что-то).Накручиваем атомайзер обратно на мод. Берем пинцет или плоскогубцы. Начинаем кратковременно подавать напряжение на спираль. КРАТКОВРЕМЕННО. Не нужно зажимать кнопку на 10 секунд сразу. По секунде-две, пока спирали не раскалятся до красна. Плоскогубцами или пинцетом аккуратно сжимаем спираль, если мотали контактную. NB: не сжимайте спираль при нажатой кнопке, если только не используете керамический пинцет, во избежание короткого замыкания. Отпустили кнопку — сжали. Задача — добиться равномерного разогрева спирали. Без областей, светящихся менее или более ярко. Допустим худший разогрев крайних витков.
Даем спиралям остыть и вставляем вату. Вата не должна сидеть очень плотно или очень неплотно. Должно быть некоторое сопротивление при просовывании ваты в спираль.
Хорошенько смачиваем вату жидкостью.
Парим!
Ну вот вы и намотали свой первый билд. Поздравляем!
Как видите- ничего сложного!
Статья написана главным образом для начинающих, если вы уже перемотали не одну сотню спиралей – то эта статья вам не нужна, так как ничего нового вы тут не узнаете.
Рассмотрим несколько самых распространённых вопросов с которыми сталкиваются начинающие парильщики, для начала стоит решить какую проволоку приобрести, диаметр и тип, нихром или кантал. Выбирать тип проволоки нужно в первую очередь исходя из того, куда вы её собираетесь устанавливать, если это генезис танк, или любой другой танк где в качестве фитиля используется нержавеющая сетка – тогда приобретайте только кантал. Если же в качестве фитиля используется кремнеземный шнур, супернить, бамбуковая пряжа – то можно использовать как кантал так и нихром. Субъективно – на кремнеземе, лучше использовать нихром, так как он быстрее нагревается, ч то важно на не слишком мощных девайсах, чтобы избавиться от эффекта пружины – перед тем как мотать спираль, прожгите проволоку горелкой.
Различия между типами проволоки заключаются в составе сплава:
Нихром - общее название группы сплавов, которые состоят из Никеля и Хрома (НиХром), в зависимости от марки, может содержать и другие металлы, для улучшения тех или иных характеристик.
Кантал – зарегистрированная торговая марка, принадлежащая компании Sandvik Materials Technology, под этим названием компания Sandvic выпускает сплав состоящий из железа, хрома и алюминия, у других производителей проволока из такого же сплава называется Фехраль (FeCrAl).
Оба сплава используются в качестве нагревательных элементов во всяких электро приборах – утюгах, фенах, электропечах для обжига и сушки, и так далее, кантал и нихром обладают несколько разными свойствами. Кантал – нагревается равномерно, и практически не имеет пружинного эффекта во время намотки. Нихром – чуть более устойчив к агрессивным средам, поэтому не так быстро чернеет, более мягкий, легче гнётся.
В зависимости от состава сплава, проволока может иметь маркировку, к примеру нихром может маркироваться как – Cr20Ni80,Cr30Ni70,Cr20Ni35,Cr20Ni30,Cr15Ni60, цифровая часть обозначает процентное соотношение металлов в сплаве, например Cr20Ni80 означает что сплав на 20% состоит из хрома и на 80 из никеля. Проволока также бывает нескольких типов к примеру Kanthal A1 и Kanthal D, различия между ними в рабочих температурах, A1 более жаростойкий, но в случае с электронными сигаретами особой разницы нет, если имеется выбор – приобретайте A1.
По поводу сопротивления и диаметра проволоки, я не буду забивать вам голову всякими формулами из учебника физики, так как сам их толком не помню, принцип здесь довольно прост, чем толще проволока – тем меньше у неё сопротивление. Например – сделав пять витков нихрома проволокой с диаметром 0.10 мм, вы получите спираль с сопротивлением 2.2 Ом, а сделав пять витков на проволоке с диаметром 0.20 мм – получите 1.2 Ом. Нередко сталкиваюсь с тем, что следом за первой ЕГОшкой парильщик покупает какой нибудь варивольт, и пытается парить его на максимальной мощности. Особого смысла в этом нет, варивольт или вариватт даёт возможность подстроить вольтаж под сопротивление спирали, то что у вас есть опция в шесть вольт не значит что любой атом будет хорошо работать на таком вольтаже.
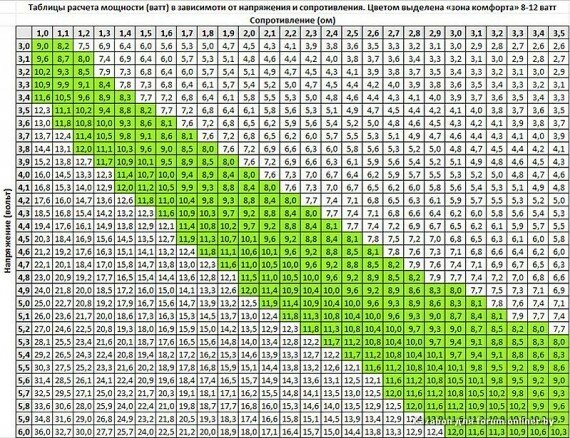
Взгляните на таблицу:

Зелёным цветом выделена зона комфортного парения, в первой верхней горизонтальной колонке – указано сопротивление атомайзера, в первой слева вертикальной колонке – вольтаж, в ячейках таблицы значения в ваттах.Как видим шесть вольт уместно использовать только на спиралях с сопротивлением 3.0-3,5 Ом. Для большинства варивольтов оптимальное сопротивление намотки 1.6-2.2 Ом, намотку с сопротивлением меньшим чем 1.5 ом делать не стоит т.к. в большинстве варивольтов имеется защита LR атомайзеров – устройство не подаст напряжение на спираль если её сопротивление меньше 1.5 ом, чтобы случайно не спалить атом. Те же кто использует механические моды – подгоняет сопротивление спирали под вольтаж аккумулятора, намотки для мех-модов чаще всего имеют сопротивление от 0.8 Ом до 1.2 Ом.
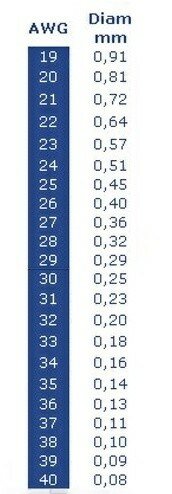
Как правило диаметр сечения проволоки указывается в AWG, это американская система калибровки проводов в которой всё перевёрнуто с ног на голову, так меньшее число AWG соответствует более толстому диаметру проволоки. Чтобы перевести AWG в миллиметры и обратно используйте таблицу:
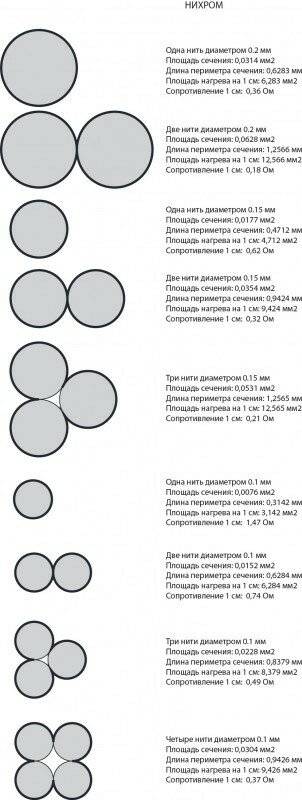
Наиболее распространённые диаметры для нихрома – 0.20 мм, кантал – 0.30 мм, проволоку с диаметром 0.10 и 0.15 мм приобретают для намотки косичкой, при этом несколько нитей сплетаются в одну, за счёт чего увеличивается площадь нагрева и КПД соответственно:
 Хорошей площадью нагрева и высоким кпд обладает так называемая “лапша” – лента из кантала диаметром 0.10 х 0.50 мм, она незаменима на генезисах и других атомайзерах использующих нержавеющую, стальную сеть в качестве фитиля:
Хорошей площадью нагрева и высоким кпд обладает так называемая “лапша” – лента из кантала диаметром 0.10 х 0.50 мм, она незаменима на генезисах и других атомайзерах использующих нержавеющую, стальную сеть в качестве фитиля:

Её так же можно использовать с бамбуком и кремнеземным шнуром:

Надеюсь представленная тут информация поможет вам сориентироваться, удачи!
Перемотка атомайзера: основы
Большинство начинающих вейперов предпочитают покупать новые испарители и опасаются лишний раз вмешиваться во “внутренний мир” своего нового гаджета. С опытом благоговение и страх проходят, предпочтения меняются и на первый план выходят аргументы в пользу самостоятельной перемотки атомайзера :
Можно создавать собственные спирали с любым желаемым сопротивлением, от очень низкого в 0,1 Ом до высокого 1,8 Ом.
Собственноручная намотка спирали испарителя для электронной сигареты дает заметную экономию. Расходные материалы для обслуживания атомайзера стоят гораздо дешевле, чем фабричные сменные “головы”.
Перемотка атомайзера своими руками позволяет добиваться определенных параметров парения: количества пара, насыщенности вкуса, силы удара по горлу и т.д.
А еще частота и качество перемотки атомайзера прямо пропорциональны чувству собственной важности среди других вейперов. А это, между прочим, весомая причина в любой субкультуре.
Основы намотки спирали для чайников
Разумеется, мы будем наматывать спираль для электронной сигареты, а не для кухонной техники. Но если прежде вам не приходилось перематывать атомайзер, то начнем с азов. Итак, вот что вам понадобиться для самостоятельного обслуживания испарителя:
Обслуживаемый атомайзер, то есть оснащенный базой для установки спирали или даже нескольких. Чтобы купить обслуживаемый атомайзер в интернет-магазине, ориентируйтесь на пометки в его описании: RBA (rebuildable atomizer), RTA (rebuildable tank atomizer) или RDTA (rebuildable dripping tank atomizer, он же - дрипка с баком).
Инструменты для намотки спирали. Те, кто уже набил руку в перемотке атомайзеров , обходятся гвоздем подходящего диаметра, ножницами и знанием законов Ома. Если вы пользуетесь обслуживаемым атомайзером недавно, вам пригодится, как минимум, специальный стержень для намотки с разными диаметрами (народное название - “моталка”), кусачки, керамический пинцет (не проводит электричество) и калькулятор намотки (онлайн или в мобильном приложении).
Материалы для намотки спирали и создания фитиля. Вате для фитиля мы уже посвятили отдельную статью, а здесь подробно поговорим о видах проволоки для электронных сигарет . Таких видов несколько: нихром, кантал (синоним - фехраль), нержавеющая сталь, никель, титан. Их отличает удельное сопротивление материала, прочность и стоимость.
На вейп-форумах ведутся горячие споры на тему: что лучше, нихром или кантал . Вскоре вы станете не только читателями, но и участниками тих дискуссий. А пока позвольте выразить наше мнение на этот счет и аргументировать его несколькими фактами.
Нихром, кантал и другие: свойства и отличия
Стальная, нихромовая и канталовая проволока одинково широко используются в вейп-среде для намотки спиралей. Другое дело, что мнения парильщиков насчет лучшей проволоки разделились. У каждого материала есть свои плюсы и минусы - это правда. Вот объективная информация о них:
Нихром - сплав никеля и хрома с незначительными примесями других металлов (опционально). Нихромовая проволока довольно мягкая и гибкая, долго не чернеет и недорого стоит.
Кантал - сплав железа, хрома и алюминия. Если встретите материал под названием фехраль , знайте, что это тот же слав (FeCrAl). Разные наименования возникли из-за конкуренции производителей. Кантал - зарегистрированное название фехраля, не более того. Канталовая проволока не содержит никеля, пружинит и менее долговечная. Зато стоит кантал дешевле нихрома.
Нержавеющая сталь тоже используется для намотки спирали. Стальная проволока дешево стоит и долго служит, но наматывается плохо.
Никель, титан - проволока из этих материалов выдерживает большие температуры и считается “элитным” материалом для намотки. Цена у нее соответствующая, поэтому в данной статье, предназначенной для начинающих, мы не будем останавливаться на титане и никеле.
Из всех перечисленных материалов наибольшей популярностью пользуются нихром и кантал , потому что обладают соотношением характеристик, лучшим среди остальных. И все равно одни вейперы считают, что лучше нихром, другие - что лучше кантал. Так все же, что лучше: нихром или кантал?
Выбор между нихромом и канталом
Как обычно в таких случаях, однозначного ответа на вопрос нет. Выбор зависит от желаемого удельного сопротивления проволоки, которое, в свою очередь, определяет настройки мода и стиль парения (количество пара, сила вкуса, удар по горлу и т.д.). Модель атомайзера тоже играет большую роль. Учитывайте все эти отличия при выборе проволоки для спирали:
Кантал обладает большим сопротивлением по сравнению с нихромом.
Нихром обладает меньшим сопротивлением, чем кантал. Поэтому со спиралью из нихромовой проволоки можно получить больше мощности боксмода.
Кантал пружинит и “упрямится” во время намотки спирали. Это можно устранить путем предварительного прогрева проволоки.
Нихром не содержит железа, склонного к образованию ржавчины. Это продляет срок службы нихромовой спирали.
Кантал - более тугоплавкий материал, нежели нихром. Это значит, что прожиг спирали из канталовой проволоки происходит проще и сопряжен с меньшим риском пережечь спираль.
Нихром лучше проводит тепло, а значит, спираль из этого материала быстрее разогревается и быстрее остывает, устойчивее к перепадам температуры.
Названные свойства проволоки из нихрома или кантала для электронных сигарет приведены для того, чтобы продемонстрировать вам разницу между ними. При этом, как видите, здесь нет категоричных достоинств и недостатков: те или иные качества уместны в разных ситуациях. Например, мягкий и податливый нихром любят авторы сложных “художественных” намоток. Кантал предпочитают новички, потому что он дешевле.
Попробуйте для начала купить недорогую канталовую проволоку и сделать свою первую самодельную спираль. Со временем вы войдете во вкус и выясните, что означает маркировка проволоки, как это влияет на ее свойства и, в конечном итоге, на свойства парения. Это поможет вам сориентироваться в теме перемотки атомайзера , а мы еще вернемся к ней для обсуждения толщины проволоки, формы спирали и многого другого.
Доброго времени суток уважаемые парильщики и любители вкусного пара. Сегодня у нас с вами разговор пойдет об одном из самых интересных этапов в процессе парения, ну скорее не об основном этапе, а о компонентах, которые диктуют моду современного коилбилдинга. Поговорим об основных проволоках и намотках , которые с каждым днем становятся все больше актуальней и популярнее заодно.

Если вы новичок и хотите попробовать свои силы в коилбилдинге вы должны подробно изучить все что будет написано ниже, потратив несколько минут и окончательно разобравшись во всем вы будете четко отдавать себе отчет какую из 4 видов проволок использовать для получения максимального пара, как их комбинировать, и что нужно делать для получения максимального количества пара. Имея правильное представление о том, как эти провода работают вы сможете оптимально вооруженным подойти к коилбилдингу.

Самое главное к чему охота призвать новичков –это к осторожности . Соблюдение основных мер безопасности при использовании ваших ББ и намоток – залог успеха колбилдера. Честно говоря, я не верю в то, что использование этих проволок может привести к взрыву мех мода или бокс-мода, но все же соблюдайте меры безопасности.

Пожалуй, пора приступить.

Самый распространенный и самый популярный вид проволоки – это, конечно же, КАНТАЛ (Kanthal) . Очень простой в использовании, дешевый и отлично справляется с поставленными задачами. С ним всегда легко работать и он выдерживает высокую температуру. Почти каждый коилбилдер когда-то начинал именно с этого материала. Он достаточно прочный и срок его эксплуатации довольно долог по сравнению с другими проводами. Благодаря эластичности он подойдет для постройки «косичек» Конечно же, если вы еще ни разу не мотали свои намотки – перед тем как у вас будут получаться ровные и качественные койлы – придётся пройти через несколько метров этого материала. Различают два вида кантала – круглый и плоский. Единственный недостаток кантала – это не полное раскрытие вкуса, по сравнению с другими проволоками.


Вторым по счету вспомогательным элементом создания намоток для коилбилдера принято считать НИХРОМ (Nichrome) никель-хром, если вы уже научились мотать и распробовали кантал – самое время попробовать в эксплуатации нихром. Нихром разогревается быстрее кантала, это дает пользователю больше пара и аромата за одно нажатие на стартовую кнопку. Некоторые утверждают, что нихром куда более «чистый» по вкусу по сравнению со всеми другими проволоками. Но нихром куда менее эластичный по сравнению с канталом, и его построение требует предварительных навыков на том же кантале.


Теперь у нас на повестке дня НИКЕЛЬ (Nickel) . Никель обладает почти нулевым сопротивлением, когда дело доходит до нагревания и это делает его очень чувствительным материалом. Материал очень уязвим при парении на высоких мощностях, именно поэтому он чаще используется с канталом или нихромом, чтобы не допустить сильного перегрева.


Ну и, конечно же, ТИТАН (Titanium) – пожалуй, самый продвинутый материал из всего списка, очень хорошо работает с продвинутыми современными модами с температурным контролем. Быстро нагревается и практически мгновенно остывает, что не скажешь про другие проволоки. Со слов продвинутых вэйперов – именно титан передает максимум вкуса, и сегодня титановые намотки набирают все больше популярности, несмотря на стоимость.


Это лишь поверхностные минимальные знания, которые нужны будут начинающим «строителям» катушек. Ну а пока берите кантал в руки, кто еще не крутил собственные намотки, вооружайтесь необходимым инструментов и вперед к построению своих «идеальных» намоток для парения.
В сравнении с обычными сигаретами, перед вейперами открывается масса возможностей для экспериментов: самозамес жидкости, настройки мощности приспособления для парения под свои личные нужды и желания, перемотка атомайзера.
Для большинства е-курильщиков самостоятельное обслуживание парогенераторов и замена спирали испарения е-сигареты стала захватывающим хобби.
Как правило, для этих целей парильщики используют нихром или кантал. А какая разница между этими материалами и какой из них лучше всего подходит для перемотки атомайзера, вы узнаете из этой публикации.
Подавляющее число начинающих вейперов предпочитают приобретать новые парогенераторы и с опасением относятся к самостоятельной перемотке атомайзеров. По большому счету новички попросту боятся сделать что-то не так, что приведет к поломке самого девайса. Опытные же е-курильщики напрочь лишены страха в этом плане.
Они уже несколько иначе смотря на самостоятельную перемотку испарителя, аргументируя этот процесс следующими преимуществами:
- Наличие возможности создавать собственные спирали со всевозможным сопротивлением. Те, кто любит легкое, непринужденное парение могут настроить очень низкое сопротивление в размере 0,1 Ом. Ну а любителям чего-то более серьезного можно создать сопротивление в 1,8 Ом.
- Хорошая возможность сэкономить деньги. Осуществляя самостоятельную перемотку атомайзера можно сэкономить приличную сумму. Расходники для обслуживания испарителя стоят гораздо дешевле, нежели сама фабричная сменная «голова».
- Осуществляя перемотку парогенератора собственными силами, любой вейпер может добиться определенных параметров парения: объем пара, насыщенность вкуса, сила удара по горлу и т.п. И если для начинающего е-курильщика эти параметры дело пустяковое, то опытные вейперы очень скрупулезно относятся к ним, пытаясь настроить свой девайс под себя, под свои личные предпочтения.
А еще частота и качество перемотки испарителя прямо пропорциональны чувству собственной важности среди других курильщиков электронных сигарет. А это, между прочим, очень весомая причина в любой субкультуре.
Как мотать: руководство для чайников
Если вы опытный вейпер и уже не раз самостоятельно проводили перемотку атомайзера, то можете прочесть эту информацию, чтобы удостовериться в том, что вы все правильно делаете. Ну а для новичков описание этого процесса нужно очень хорошо запоминать, чтобы в дальнейшем не допускать ошибок в реализации намотки спирали на испаритель.
Итак, для самостоятельного обслуживания парогенератора вам потребуются следующие предметы:

Отличаются эти расходные материалы показателем удельного сопротивления, прочностью и, соответственно, стоимостью.
Среди вейперов ведутся горячие споры на тему: что лучше использовать для перемотки атомайзера, нихром или фехраль. Совсем скоро вы станете не только читателем, но и участником этих дискуссий. А пока предлагаем вам ознакомиться с мнением наших экспертов и с их аргументами в пользу каждого их этих расходников.
Нихром, кантал и другие
Стальная, нихромовая и канталовая проволока одинаково широко используется в электронной сигарете для перемотки атомайзера среди вейперов. Другое дело, что мнения парильщиков насчет наиболее предпочтительной проволоки разделились.
Каждый материал обладает своими особенностями, преимуществами и недостатками. Располагая объективным мнением экспертов, предлагаем и вам с ним ознакомиться.
Пример нихромовой проволоки.
Нихром
Хороший материал для перемотки испарителя на электронных сигаретах. Название получил за счет своего состава: никель и хром. Правда, кроме этих компонентов в нихромовую нить входят еще и другие примеси. Однако их количество, в сравнении с основными металлами (никель и хром), ничтожно мало.
Нихромовая проволока обладает достаточной мягкостью и гибкостью, а также она не чернеет на протяжении длительного времени, чего не скажешь о других расходниках этой группы.
Кроме этого проволоку из нихрома можно купить в любом специализированном магазине или на торговой интернет-площадке. Причем цена на такой продукт достаточно приемлемая.
Кантал
Расходный материал для перемотки электронных сигарет, который состоит из сплава железа, хрома и алюминия. Иногда в магазине можно встретить и такой материал, как фехраль.
Опытные вейперы прекрасно знают, что это то же самое, что и кантал. Только в этом случае в качестве названия используется аббревиатура химических составляющих этой проволоки – FeCrAl.
Разные названия одного и того же материала возникли из-за конкуренции производителей подобных товаров. Кантал – зарегистрированное название фехраля, но не более того. Поэтому если перед вами стал выбор между этими товарами, то знайте, они совершенно одинаковые по составу.
Вот, как выглядит канталовая проволока.
Нержавеющая сталь
Этот расходник также используется вейперами для перемотки атомайзера. Проволока из нержавейки отличается низкой стоимостью и продолжительным сроком службы. Но при этом стальная нить плохо наматывается.
А это, в свою очередь, в некоторой степени раздражает парильщиков. Именно по этой причине многие вейперы отдают предпочтение другим материалам, с которыми удобно и просто «работать».
Никель, титан
 Нить на основе этих металлов способна выдерживать высокие температуры. Многие опытные е-курильщики относят проволоку на основе никеля и титана к «элитным» материалам для перемотки атомайзеров.
Нить на основе этих металлов способна выдерживать высокие температуры. Многие опытные е-курильщики относят проволоку на основе никеля и титана к «элитным» материалам для перемотки атомайзеров.
Стоимость подобной нити высокая, поэтому она не очень часто используется среди курильщиков электронных сигарета.
Из перечисленных выше расходных материалов наиболее предпочтительными являются нихром и кантал. Такая популярность обусловлена тем, что они обладают соотношением эксплуатационных характеристик, лучшим среди других образцов.
Но при этом вейперы разделяются на два, так называемых «лагеря», одни из которых полностью уверены в том, что самым лучшим материалом для перемотки атомайзера считается нихром. Тогда как другие доказывают, что лучше кантала для испарителя ничего нет.
Так все же, что лучше: нихром или фехраль? И чем заменить материал, если такового нет. Об этом поговорим в следующем разделе нашей публикации.
Так что же лучше?
Как правило, в подобных ситуациях прийти к однозначному ответу не получается. Выбор во многом зависит от желаемого удельного сопротивления проволоки, которое, в свою очередь, определяет настройки девайса и стиль парения (объем пара, сила вкуса, удар по горлу и т.п.). Кроме этого на выбор проволоки влияет и модель парогенератора.
При выборе проволоки для перемотки атомайзера эксперты рекомендуют учитывать следующие отличия:
- Кантал, в отличие от нихрома, обладает более высоким сопротивлением.
- Нихром обладает меньшим сопротивлением, поэтому со спиралью из нихромовой нити можно получить больше мощности боксмода.
- В нихромовой проволоке нет железа. А это, в свою очередь, исключает возможность появления ржавчины на обмотке и, соответственно, продлевает эксплуатационный срок спирали на парогенераторе.
- Фехраль относится к более тугоплавким металлам, нежели нихром. Это обуславливает тот момент, что прожиг спирали из фехралевой нити происходит проще, что характеризуется меньшим риском прожига спирали.
- Нихромовая нить гораздо лучше проводит тепловую энергию. Поэтому намотка на атомайзере из этого материала быстрее разогревается и быстрее остывает, что обуславливает ее хорошую устойчивость к температурным перепадам.
 Перечисленные свойства проволоки из нихрома и фехраля для электронных сигарет приведены с той целью, чтоб продемонстрировать вейперам различия между этими материалами.
Перечисленные свойства проволоки из нихрома и фехраля для электронных сигарет приведены с той целью, чтоб продемонстрировать вейперам различия между этими материалами.
Но при этом, как видно, отсутствуют категорические достоинства и недостатки расходных металлов. Каждое из описанных свойств уместно в той или иной ситуации.
К примеру, мягкий и гибкий нихром придется по нраву авторам сложны «художественных» намоток (да, и в этом деле есть художники). Тогда как в сторону кантала будут склоняться новички, поскольку он более экономически выгоден, нежели никром.
А в силу того, что начинающий вейпер будет совершать несколько попыток прежде чем выполнит качественную намотку на атомайзере, то действительно, лучше для начала отдавать предпочтение более дешевому материалу.
Кончено, наиболее дешевый – это стальная проволока, но при этом она не обладает даже минимальными характеристиками гибкости, поэтому новичку будет крайне сложно с ней работать.
Опытные парильщики и квалифицированные эксперты рекомендуют начинающим вейперам отдавать свое предпочтение недорогой канталовой нити. Со временем, набив руку и выяснив, что означает маркировка проволоки и каким образом она влияет на процесс парения, можно перейти на более дорогой и подходящий конкретно для ваших целей материал для обмотки атомайзера.
Вот, собственно, и все, что нужно знать начинающему курильщику электронных сигарет. Надеемся, эта информация поможет вам сделать правильный выбор и отдать предпочтение наиболее подходящему для ваших целей и нужд материалу. Удачи!
pro-men.ru
Какую проволоку лучше выбрать для намотки своего атомайзера для комфортного парения?
То, что вы проситаете ниже- написано для начинающих вейперов. Если вы уже достаточно долго парите и уже сталкивались и разобрались с этим вопросом- можете не читать дальше- ничего нового вы для себя не почерпнёте. Однако, если вы новичок, и хотите узнать, как и что мотать для своего атомайзера- добро пожаловать далее...
Рассмотрим несколько самых распространённых вопросов с которыми сталкиваются начинающие парильщики, для начала стоит решить какую проволоку приобрести, диаметр и тип, нихром или кантал. Выбирать тип проволоки нужно в первую очередь исходя из того, куда вы её собираетесь устанавливать, если это генезис танк, или любой другой танк где в качестве фитиля используется нержавеющая сетка – тогда приобретайте только кантал. Если же в качестве фитиля используется кремнеземный шнур, супернить, бамбуковая пряжа – то можно использовать как кантал так и нихром. Субъективно – на кремнеземе, лучше использовать нихром, так как он быстрее нагревается, ч то важно на не слишком мощных девайсах, чтобы избавиться от эффекта пружины – перед тем как мотать спираль, прожгите проволоку горелкой.
Различия между типами проволоки заключаются в составе сплава:
Нихром — общее название группы сплавов, которые состоят из Никеля и Хрома (НиХром), в зависимости от марки, может содержать и другие металлы, для улучшения тех или иных характеристик.
Кантал – зарегистрированная торговая марка, принадлежащая компании Sandvik Materials Technology, под этим названием компания Sandvic выпускает сплав состоящий из железа, хрома и алюминия, у других производителей проволока из такого же сплава называется Фехраль (FeCrAl).
Оба сплава используются в качестве нагревательных элементов во всяких электро приборах – утюгах, фенах, электропечах для обжига и сушки, и так далее, кантал и нихром обладают несколько разными свойствами. Кантал – нагревается равномерно, и практически не имеет пружинного эффекта во время намотки. Нихром – чуть более устойчив к агрессивным средам, поэтому не так быстро чернеет, более мягкий, легче гнётся.
В зависимости от состава сплава, проволока может иметь маркировку, к примеру нихром может маркироваться как – Cr20Ni80,Cr30Ni70,Cr20Ni35,Cr20Ni30,Cr15Ni60, цифровая часть обозначает процентное соотношение металлов в сплаве, например Cr20Ni80 означает что сплав на 20% состоит из хрома и на 80 из никеля. Проволока также бывает нескольких типов к примеру Kanthal A1 и Kanthal D, различия между ними в рабочих температурах, A1 более жаростойкий, но в случае с электронными сигаретами особой разницы нет, если имеется выбор – приобретайте A1.
По поводу сопротивления и диаметра проволоки, я не буду забивать вам голову всякими формулами из учебника физики, так как сам их толком не помню, принцип здесь довольно прост, чем толще проволока – тем меньше у неё сопротивление. Например – сделав пять витков нихрома проволокой с диаметром 0.10 мм, вы получите спираль с сопротивлением 2.2 Ом, а сделав пять витков на проволоке с диаметром 0.20 мм – получите 1.2 Ом. Нередко сталкиваюсь с тем, что следом за первой ЕГОшкой парильщик покупает какой нибудь варивольт, и пытается парить его на максимальной мощности. Особого смысла в этом нет, варивольт или вариватт даёт возможность подстроить вольтаж под сопротивление спирали, то что у вас есть опция в шесть вольт не значит что любой атом будет хорошо работать на таком вольтаже.
Взгляните на таблицу:
Зелёным цветом выделена зона комфортного парения, в первой верхней горизонтальной колонке – указано сопротивление атомайзера, в первой слева вертикальной колонке – вольтаж, в ячейках таблицы значения в ваттах. Как видим шесть вольт уместно использовать только на спиралях с сопротивлением 3.0-3,5 Ом. Для большинства варивольтов оптимальное сопротивление намотки 1.6-2.2 Ом, намотку с сопротивлением меньшим чем 1.5 ом делать не стоит т.к. в большинстве варивольтов имеется защита LR атомайзеров – устройство не подаст напряжение на спираль если её сопротивление меньше 1.5 ом, чтобы случайно не спалить атом. Те же кто использует механические моды – подгоняет сопротивление спирали под вольтаж аккумулятора, намотки для мех-модов чаще всего имеют сопротивление от 0.8 Ом до 1.2 Ом.
Как правило диаметр сечения проволоки указывается в AWG, это американская система калибровки проводов в которой всё перевёрнуто с ног на голову, так меньшее число AWG соответствует более толстому диаметру проволоки. Чтобы перевести AWG в миллиметры и обратно используйте таблицу:
Наиболее распространённые диаметры для нихрома – 0.20 мм, кантал – 0.30 мм, проволоку с диаметром 0.10 и 0.15 мм приобретают для намотки косичкой, при этом несколько нитей сплетаются в одну, за счёт чего увеличивается площадь нагрева и КПД соответственно:
Мотать или не мотать и пользоваться покупным?
Парильщики делятся на две категории. Да-да, всего на две. Первая — ленивые задницы, вторая — чёртовы наркоманы со своими проволочками, ватками и прочим непонятным стаффом.
Эта заметка для тех, кого обижает звание ленивой задницы, и кто хочет стать чёртовым наркоманом. Поехали!
— Ну вот я ленивая задница, да. И что мне даст данный курс повышения квалификации до чёртового наркомана?
Переход в категорию людей, которые мотают сами, несет как положительные, так и отрицательные моменты.
Начнем с плюсов:
- экономия денег
Мотать самому выходит дешевле, чем покупать сменные испарители или уже готовые намотки. Так, например, голова на бак стоит от 150 до 300 рублей, что равносильно покупке от 3 до 10 метров кантала. На одну спираль уходит в среднем от 6 до 10 сантиметров проволоки. По-моему, выгода очевидна.
- известность материалов изготовления
Если вы мотаете сами, то всегда знаете, какую проволоку используете. Ну, в меру ваших познаний и в меру честности продавца. Разные проволоки имеют разные характеристики — удельное сопротивление, температуру плавления, мягкость и прочие. О характеристиках разных проволок поговорим в следующей части.
- возможность добиться пара, устраивающего именно вас
Необслуживаемые атомайзеры или сменные головы не предоставляют пользователю большого выбора сопротивлений, площадей испарения, толщины проволоки и других важных для получаемого пара характеристик спирали. Мотая же сами, вы получаете неограниченный простор для экспериментов, в результате которых можно добиться результата, устраивающего именно вас на вашем девайсе.
- возможность намотать то, чего в принципе нет в продаже
Не всегда возможно (а то и вовсе невозможно) найти готовые флэттенд фьюзд клэптоны, например. А попробовать-то хочется. Ну или придумать что-то своё. Экслюзивность, так сказать.
- огромное количество информации и примеров
Найти как намотать определенный атомайзер — абсолютно не проблема! Количество материалов по намоткам (от форумов до ютуба) — огромное. Так что у вас всегда будет пример перед глазами.
- мотать — это интересно
Мотать самому — это такое своего рода творчество, хобби. Вы не ограничены ничем! Экспериментируйте, творите, делайте странное. Это весело! Но, конечно, у «самообслуживния» атомайзеров есть и минусы:
- требуется практика
Не думайте, что вы намотаете идеальный коил с первого раза. Хотя, конечно, и такие случаи имели место быть. Однако в большинстве случаев потребуется некоторая практика, и первые результаты могут быть, ну, скажем так, не очень.
- придется потратить некоторое количество свободного времени на саму намотку
В среднем перемотка атомайзера занимает не более 10 минут, если билд не сложный. Однако новичкам на первых порах может потребоваться и больше. Ну и сложные билды (коил порн и вот это всё), могут занимать намного, НАМНОГО больше времени.
- потребуются инструменты
Для намотки потребуется некоторое количество инструментов: отвертки, плоскогубцы, бокорезы. Ничего экстраординарного — но всё же. Если хочется чего-нибудь посложнее, то без дрели с регулируемой скоростью вращения или шуруповерта уже не обойтись.
- нужны поверхностные знания в физике
Для того, чтобы мотать самому, нужно знать и понимать закон Ома на уровне 8 класса. В этой серии статей мы о нем поговорим, так что не бойтесь, если ничего не помните со школьной программы.
- есть вероятность пораниться
Работая с инструментами и проволокой, всегда есть вероятность пораниться — уколоться, обжечься во время прожига, поцарапаться. Количество «травм» напрямую зависит от вашей внимательности и аккуратности.
Тут стоит отметить, что не все хотят и любят, и будут мотать. Многих более чем устраивает то, что предлагает рынок необслуживаемых атомов. Так что теперь выбор за вами — на одну чашу весов кладём плюсы, а на другую — минусы сложенные с вашей ленью.
Ну раз вы все ещё здесь, то значит решили таки мотать. Правильно, одобряем!
Ну а теперь пара слов про сам процесс.
Под намоткой (ака обслуживание атомайзера) понимается замена спиралей и фитиля.
Сам процесс состоит из нескольких стадий:
- Намотка самой спирали. Ну или нескольких спиралей. - Установка спирали(ей) в атомайзер. - Прожиг, дабы достигнуть равномерного прогрева всей спирали. - Установка фитиля.
Но перед тем, как приступить, давайте разбираться, что нам понадобится.
Проволока.
Ну, во-первых, нам понадобится проволока, из которой мы будем делать спирали. Тут у нас довольно много вариантов:
Кантал А1 — американский бренд фехралевой проволоки, наиболее часто используемый в парении. Нихром в разных вариациях. Фехраль, отличная от Кантала А1. Никель. Используется для билдов под температурный контроль. Титан — тоже используетя для ТК. Стальная провлока — и снова ТК! Разные другие сплавы, например Anarchist Wire.
Да, выбор большой. Про характеристики каждого из этих проводов мы поговорим в другой части статьи, а пока — Кантал А1 — наш выбор. Диаметр провода нужно подбирать под ваши нужды. Но я бы посоветовал начать с 0.4 мм (26 awg) для баков и 0.5 мм (24 awg) для дрипок.
Инструмент для намотки.
Под инструментом для намотки имеется в виду оправа, вокруг которой будете обматывать вашу проволоку, а также ножницы (кусачки, бокорезы), пинцет (плоскогубцы) и отвертка. Что касается оправы, то здесь вы ограничены только вашим воображением и возможностью узнать диаметр стержня. Подойдут отвертки, стержни, ушные палочки, да что угодно, лишь бы было круглое и довольно плотное. Можно даже купить специальный инструмент! Такого инструмента довольно много, но мы бы рекомендовали Kuro Coiler. Калькулятор для вычисления желаемого сопротивления.
Прочие расходные материалы.
Всё остальное, что понадобится в процессе намотки: вата, салфетки, омметр, мозг, руки.
Итак, у нас есть всё необходимое для намотки спиралей, что же делать дальше?
В первую очередь, нужно определиться, сколько спиралей нам потребуется. В основном используется одна или две спирали.
Далее нужно выбрать тип спирали, которую мы хотим намотать. В данной статье мы поговорим об основных видах простых спиралей. Под простыми понимаются спирали, состоящие из одного провода.
Виды спиралей.
Глобально спирали разделяют на две категории:
не контактные контактные
Под не контактными спиралями понимают такие намотки, в которых витки самой спирали не касаются друг друга. Между ними есть расстояние.
Под контактными, соответственно, понимаются спирали, витки которых прижаты друг к другу и расстояние между ними отсутствует.
В большинстве случаев контактные спирали — наш выбор.
Более подробно про физику всех этих спиралей поговорим в другой части, вместе с законом Ома. Целю данной же части статьи является дать общее представление об обслуживании атомайзера, и подготовить вас к намотке вашей первой спирали.
Так какую же спираль нужно делать: контактную или неконтактную?
Зависит от вашего атомайзера. Если вы используете дрипку, то смело мотайте контактные спирали. Если же вы используете бак, особенно если это что-то типа кайфуна или лемо, да даже сабтанк, лучше начать с не контактной спирали. Объясняется это тем, что в неконтактной спирали в расстоянии между витками скапливается жидкость, что улучшает смачиваемость и уменьшает риск драйхита. Если же вы используете баки типа голиафа или зефируса, то можно спокойно мотать контактные спирали, у таких танков проблем со смачиванием и подачей жижи к спирали нет (при правильной укладке ваты).
А теперь мотаем!
Итак, что нам нужно сделать (рассмотрим на примере дрипки):
Отрезать около 10 сантиметров кантала. Взять нашу оправу. Зажать один конец кантала пальцем. Начать аккуратно, плотно прижимая витки друг к другу, если это контактная спираль, или стараясь делать витки на одинаковом расстоянии друг от друга, если это неконтактная спираль, обматываем оправу канталом. Реаомендованное количество витков вокруг 3мм оправы — по 6-7 для танков, и по 5-6 для дрипок. Мотаем необходимое количество спиралей, стараясь сделать их максимально одинаковыми. Для удобства делаем одну ножку длиннее другой.
Откручиваем винты в стойках у атомайзера. Ставим нашу спираль обратно на оправу. Просовываем в отверстие в стойке сначала длинную ногу, потом короткую. Если у вас центральная стойка имеет 2 отверстия, то спираль можно сразу зажать, если же у вас центральная стойка с одним отверстием, то зажимаем только сбоку. Проделываем то же самое с другой спиралью.
Зажимаем все винты. Плотно, но будьте аккуратны, дабы не перекусить винтом проволоку. Надеваем топкэп. Проверяем, не касается ли где его наша спираль.
Ставим атомайзер на омметр или ваш вариватт. Проверяем сопротивление, убеждаемся, что сопротивление читается и оно не очень низкое (не 0.0что-то). Накручиваем атомайзер обратно на мод. Берем пинцет или плоскогубцы. Начинаем кратковременно подавать напряжение на спираль. КРАТКОВРЕМЕННО. Не нужно зажимать кнопку на 10 секунд сразу. По секунде-две, пока спирали не раскалятся до красна. Плоскогубцами или пинцетом аккуратно сжимаем спираль, если мотали контактную. NB: не сжимайте спираль при нажатой кнопке, если только не используете керамический пинцет, во избежание короткого замыкания. Отпустили кнопку — сжали. Задача — добиться равномерного разогрева спирали. Без областей, светящихся менее или более ярко. Допустим худший разогрев крайних витков.
Даем спиралям остыть и вставляем вату. Вата не должна сидеть очень плотно или очень неплотно. Должно быть некоторое сопротивление при просовывании ваты в спираль.
Хорошенько смачиваем вату жидкостью.
Парим!
Ну вот вы и намотали свой первый билд. Поздравляем!
Как видите- ничего сложного!
mykor.ru
Где используют нихромовую проволоку?
 Опуликовано: 01.09.2013 Рейтинг:
Опуликовано: 01.09.2013 Рейтинг:  Загрузка...
Загрузка... Слово «нихром» подразумевает разные сплавы, содержащие в своем составе хром и никель. Эти сплавы имеют высокое электрическое сопротивление. Процентное содержание никеля в сплавах варьируется от 55 до 78 процентов. Хрома в сплавах чуть меньше – 15-23 процента. Также нихром содержит в своем составе серу, кремний, марганец, углерод, титан, фосфор, железо и алюминий.
Проволока нихром очень пластична и хорошо противостоит коррозии в различных условиях, в том числе в газообразной и жидкой среде. Одним из основных свойств изделия считается жаропрочность за счет входящего в состав хромового сплава, который также имеет существенную твердость. Наибольшая температура, при которой с нихромовой проволокой можно работать, равна 1200 градусам по Цельсию.
Благодаря составу сплава нихромовая проволока широко используется при изготовлении разных нагревательных элементов, электропроводов, пружин и пр. В данной сфере нихромовая проволока применяется в результате своих уникальных эксплуатационных свойств, а именно хорошего электрического сопротивления, стойкости к коррозии, а также воздействию кислотных сред. За счет хорошей жароустойчивости проволока используется при производстве керамических изделий, которые обрабатываются под влиянием высоких температур. В керамике проволока играет роль укрепляющего каркаса внутри изделий, который обеспечивает сохранность формы, пока глина полностью не затвердеет.
Хорошая пластичность проволоки нихромовой дает возможность придавать ей разные формы, даже самые сложные. Данным качеством обладают и такие изделия плоского металлического проката, как лента из нержавейки. Кроме того, нихром очень легок, в отличие от других сплавов с подобными характеристиками. Все это превращает проволоку из нихрома в самое востребованное при производстве электротехническое изделие.
Проволока нихромовая, продаваемая в рулонах, используется в качестве нагревательных элементов в разнообразных системах отопления, таких как обогреватели на электрическом токе. Цена проволоки нихром зависит от рыночной стоимости нихрома.
inkar.ru
Какую проволоку выбрать для перемотки атомайзера?
 Статья написана главным образом для начинающих, если вы уже перемотали не одну сотню спиралей – то эта статья вам не нужна, так как ничего нового вы тут не узнаете.
Статья написана главным образом для начинающих, если вы уже перемотали не одну сотню спиралей – то эта статья вам не нужна, так как ничего нового вы тут не узнаете.Рассмотрим несколько самых распространённых вопросов с которыми сталкиваются начинающие парильщики, для начала стоит решить какую проволоку приобрести, диаметр и тип, нихром или кантал. Выбирать тип проволоки нужно в первую очередь исходя из того, куда вы её собираетесь устанавливать, если это генезис танк, или любой другой танк где в качестве фитиля используется нержавеющая сетка – тогда приобретайте только кантал. Если же в качестве фитиля используется кремнеземный шнур, супернить, бамбуковая пряжа – то можно использовать как кантал так и нихром. Субъективно – на кремнеземе, лучше использовать нихром, так как он быстрее нагревается, ч то важно на не слишком мощных девайсах, чтобы избавиться от эффекта пружины – перед тем как мотать спираль, прожгите проволоку горелкой.
Различия между типами проволоки заключаются в составе сплава:
Нихром — общее название группы сплавов, которые состоят из Никеля и Хрома (НиХром), в зависимости от марки, может содержать и другие металлы, для улучшения тех или иных характеристик.
Кантал – зарегистрированная торговая марка, принадлежащая компании Sandvik Materials Technology, под этим названием компания Sandvic выпускает сплав состоящий из железа, хрома и алюминия, у других производителей проволока из такого же сплава называется Фехраль (FeCrAl).
Оба сплава используются в качестве нагревательных элементов во всяких электро приборах – утюгах, фенах, электропечах для обжига и сушки, и так далее, кантал и нихром обладают несколько разными свойствами. Кантал – нагревается равномерно, и практически не имеет пружинного эффекта во время намотки. Нихром – чуть более устойчив к агрессивным средам, поэтому не так быстро чернеет, более мягкий, легче гнётся.
В зависимости от состава сплава, проволока может иметь маркировку, к примеру нихром может маркироваться как – Cr20Ni80,Cr30Ni70,Cr20Ni35,Cr20Ni30,Cr15Ni60, цифровая часть обозначает процентное соотношение металлов в сплаве, например Cr20Ni80 означает что сплав на 20% состоит из хрома и на 80 из никеля. Проволока также бывает нескольких типов к примеру Kanthal A1 и Kanthal D, различия между ними в рабочих температурах, A1 более жаростойкий, но в случае с электронными сигаретами особой разницы нет, если имеется выбор – приобретайте A1.
По поводу сопротивления и диаметра проволоки, я не буду забивать вам голову всякими формулами из учебника физики, так как сам их толком не помню, принцип здесь довольно прост, чем толще проволока – тем меньше у неё сопротивление. Например – сделав пять витков нихрома проволокой с диаметром 0.10 мм, вы получите спираль с сопротивлением 2.2 Ом, а сделав пять витков на проволоке с диаметром 0.20 мм – получите 1.2 Ом. Нередко сталкиваюсь с тем, что следом за первой ЕГОшкой парильщик покупает какой нибудь варивольт, и пытается парить его на максимальной мощности. Особого смысла в этом нет, варивольт или вариватт даёт возможность подстроить вольтаж под сопротивление спирали, то что у вас есть опция в шесть вольт не значит что любой атом будет хорошо работать на таком вольтаже.
Взгляните на таблицу:
Зелёным цветом выделена зона комфортного парения, в первой верхней горизонтальной колонке – указано сопротивление атомайзера, в первой слева вертикальной колонке – вольтаж, в ячейках таблицы значения в ваттах. Как видим шесть вольт уместно использовать только на спиралях с сопротивлением 3.0-3,5 Ом. Для большинства варивольтов оптимальное сопротивление намотки 1.6-2.2 Ом, намотку с сопротивлением меньшим чем 1.5 ом делать не стоит т.к. в большинстве варивольтов имеется защита LR атомайзеров – устройство не подаст напряжение на спираль если её сопротивление меньше 1.5 ом, чтобы случайно не спалить атом. Те же кто использует механические моды – подгоняет сопротивление спирали под вольтаж аккумулятора, намотки для мех-модов чаще всего имеют сопротивление от 0.8 Ом до 1.2 Ом.
Как правило диаметр сечения проволоки указывается в AWG, это американская система калибровки проводов в которой всё перевёрнуто с ног на голову, так меньшее число AWG соответствует более толстому диаметру проволоки. Чтобы перевести AWG в миллиметры и обратно используйте таблицу: Наиболее распространённые диаметры для нихрома – 0.20 мм, кантал – 0.30 мм, проволоку с диаметром 0.10 и 0.15 мм приобретают для намотки косичкой, при этом несколько нитей сплетаются в одну, за счёт чего увеличивается площадь нагрева и КПД соответственно:
Наиболее распространённые диаметры для нихрома – 0.20 мм, кантал – 0.30 мм, проволоку с диаметром 0.10 и 0.15 мм приобретают для намотки косичкой, при этом несколько нитей сплетаются в одну, за счёт чего увеличивается площадь нагрева и КПД соответственно:
 Хорошей площадью нагрева и высоким кпд обладает так называемая “лапша” – лента из кантала диаметром 0.10 х 0.50 мм, она незаменима на генезисах и других атомайзерах использующих нержавеющую, стальную сеть в качестве фитиля:
Хорошей площадью нагрева и высоким кпд обладает так называемая “лапша” – лента из кантала диаметром 0.10 х 0.50 мм, она незаменима на генезисах и других атомайзерах использующих нержавеющую, стальную сеть в качестве фитиля:

Её так же можно использовать с бамбуком и кремнеземным шнуром:
Надеюсь представленная тут информация поможет вам сориентироваться, удачи!
varivolt.com
Сварочная проволока для полуавтомата (нержавейка): настраиваем подачу и диаметр
СодержаниеВ данной статье будет приведена вся основная информация о сварочной проволоке из нержавеющей стали. Вы узнаете особенности её маркировки, требования, которым должно отвечать качественное изделие, и на что необходимо обращать внимание при выборе.
Также будут разобраны особенности технологии сварочных работ на полуавтомате с проволокой, и проанализировано актуальное на сегодняшний день состояние рынка данных материалов, на предмет основных производителей и их ценовой политики.

Сварка с использованием проволоки
Проволока является элементом, который при сварке полуавтоматом берет на себя функции электрода, и передает ток на свариваемые поверхности. В дополнение к этому, проволока вязальная выполняет роль присадочного материала, при плавке которого происходит формирование сварочного шва.
Маркировка нержавеющей проволоки для сварки
Ниже приведен стандартный тип маркировки проволоки, и пояснения к его значениям.

Расшифровка стандартной маркировки сварочной проволоки
- Диаметр металлической нити. Для сварки на полуавтомате подходят нити нержавейки диаметром 1,6 мм, 1,2 мм, 1 мм, 0,8 мм и 0,6 мм.
- Марка изделия.
Ячейка №2 – назначение: CВ – сварочная, либо НП – наплавочная; ячейка №3 – концентрация углеродов в сырье, которая указывается в сотых процента. Для примера: CВ09 – изделие для сварки с содержанием углерода 0,09%.Ячейки №4, №5, №6 и №7 – указывают концентрацию дополнительных легирующих примесей.
Особенности маркировки следующие: Ю - алюминий, Д – Медь, Т – титан, Г – марганец, Ц – цирконий, М – молибден, Х – хром, Н – Никель, С – кремний.В ячейке, следующей после указанной буквы, расположено число, которое свидетельствует о концентрации данного элемента, но при этом, если содержание элемента находится в пределах одного процента, то цифру, как правило, не ставят.
Для примера: проволока вязальная из нержавейки для сварки полуавтоматом СВ09Н5Х21Т содержит 0,9% углеродов, 5% никеля, 21% хрома, и 1 процент титана.
Ячейка №8 – маркировка в данной ячейке ставится, если сварочная нить отвечает повышенным требованиям к содержанию вредных серных и фосфорных примесей.
В зависимости от стандарта проволоки в данной ячейке могут ставиться два указателя: А – обозначающий, что изделие изготовлено согласно высоким стандартам очистки, АА – в процессе производства использовался принцип максимальной очистки, так обычно маркируется сварочная проволока вязальная из нержавейки самого высокого качества;- Технология производства (метод выплавки): Ш – электрошлаковая выплавка, ВИ – выплавка в вакуумно- индукционных печах (наиболее предпочтительный вариант по итоговому качеству изделия), ВД – выплавка в вакуумно-дуговых печах;
- В случае, из данной нити могут изготавливаться электроды, маркировка содержит указатель Э;
- О – элемент маркировки, выделяющий проволоку с омедненным покрытием;
- Соответствие изделия Государственному Стандарту Качества.
к меню ↑
Об изготовлении проволоки
Актуальным стандартом, согласно требований которого производится сварочная вязальная проволока из нержавейки, является ГОСТ Российской Федерации 2246-70 «Проволока сварочная из высоколегированной, жаростойкой и коррозионностойкой стали».

Бухты нержавеющей проволоки для полуавтоматов
Поскольку эффективность сварки полуавтоматом непосредственно зависит от качества используемой сварочной проволоки, данный ГОСТ выдвигает строгие требования к сырью, использующемуся для её создания.
Согласно требований ГОСТ 2246 строго нормируется наличие следующих материалов в составе изделия:
- Углерод.
Количество содержащегося в сырье углеродов непосредственно влияет на качество итогового изделия. Если концентрация углерода достаточная, что для сварочной нити крайне важно, то нержавеющие нити будут обладать хорошими показателями пластичности, что позитивным образом сказывается на удобстве их использования в процессе сварки, и, при этом, высокой прочностью и износоустойчивостью, вследствие чего будет уменьшен расход проволоки.
- Марганцевые и кремниевые примеси.
Данные элементы используются для раскисления сырья ещё на процессе плавки. Оптимальная концентрация марганца и кремния придает нержавеющей нити высокое сопротивление стиранию, вследствие чего повышается её износоустойчивость, и эластичность.
Однако, крайне важно, чтобы примеси фосфора и кремния были равномерно растворены в нержавеющей стали, так как скопления окислов, в которые могут собираться молекулы кремния, негативно сказываются на упругости сварной проволоки.
- Фосфор и сера.
Эти элементы относятся к категории вредных примесей, поэтому их количество в сырье для изготовления изделия из нержавейки для сварки полуавтоматом строго нормируется.

Процесс производства сварочной нержавеющей проволоки
Согласно действующему ГОСТ 2246, общая концентрация серы и фосфора в нержавеющей стали не должна превышать 0,05%, при повышении данной нормы нержавейка приобретает свойство к «красноломкости» — повышению хрупкости под воздействием высокой температуры, что затрудняет её использование во время сварки.
data-ad-client="ca-pub-8514915293567855"data-ad-slot="1955705077">
- Хром.
Хром является сторонним элементом, который попадает в заготовки нержавеющей стали во время их выплавки в доменных печах. Наличие хрома негативно сказывается на прочностных показателях итогового изделия, поэтому производителями принимаются разнообразные меры для уменьшения его концентрации, которая, согласно ГОСТ, не должна превышать 0,1%.
- Азот.
Наличие в составе нержавеющей стали азотных примесей практически никак не сказывается на прочности и эластичности свежей нити. Однако со временем, азот провоцирует увеличения свойств деформационного старения – потери эксплуатационных характеристик изделия, таких как эластичность, прочность и хрупкость.
- Остальные (неметаллические примеси).
Любые неметаллические примеси в составе нержавеющей нити для сварки полуавтоматом являются дефектами, и свидетельствуют о низком качестве изделия.к меню ↑
Особенности использования
Существует две основные технологии сварки на полуавтомате с использованием нержавеющей проволоки: сварка, с применением короткой дуги, и импульсный метод. Также существует сварка со струйным переносом, этот метод не требует обязательного применения газа, однако для его реализации лучше подходит порошковая вязальная проволока.
Сварка посредством короткой дуги (струйный перенос) - используется в большинстве сварочных полуавтоматов. Данная технология требует от аппарата поддержания постоянного напряжения на выходе с большой плотностью тока.
Читайте также: как правильно сваривать арматуру?
При этом обеспечивается достаточно эффективное использование сварочной проволоки, которая из-за максимальной плотности тока не подвергается повышенному выгоранию легирующих примесей, что гарантирует качественный и чистый сварной шов.
Данный метод требует использования нержавеющей нити с диаметром меньшим, чем диаметр электрода, что позволяет уменьшить разбрызгивание материала и увеличить плавность шва, но, при этом, увеличивает расход проволоки.

Сварка металлических листов с помощью нержавеющей проволоки
Импульсный перенос дуги является самой эффективной технологией, как по продуктивности, так и по итоговому качеству сварочного шва. Особенностью импульсного метода сварки является покапельная подача нити на шов, что полностью устраняет возможное разбрызгивание материала, и позитивно сказывается на уменьшении его расхода.
Для реализации данного способа необходимо наличие качественного полуавтомата, обладающего широким диапазоном настройки тока сварки, и высокими динамическими характеристиками.
Именно импульсный перенос является оптимальным способом сваривания алюминия и нержавеющей стали, особенно, если нужно соединить тонкие листы металла.
В таких случаях сварка на полуавтомате демонстрирует качество, сравнимое с высокотехнологичной аргоновой сваркой, но, при этом, существенно большую продуктивность, из-за сокращенного времени обработки металла.к меню ↑
Технология сварки полуавтоматом с использованием нержавеющей проволоки (видео)
к меню ↑
Реализация функции подачи проволоки
Подача проволоки в современных полуавтоматах механизировано: оператор, нажимая на кнопку подачи, активирует продвижение материала вдоль горелки, при этом, сварочный газ и напряжение на выходе отключаются.
Существует и полностью автоматизированная технология подачи сварной нити – когда при включенном полуавтомате дуга перестает зажигаться, что свидетельствует об отсутствии нужного количества проволоки, агрегат автоматически отключит подачу газа и тока, и подаст необходимое количество материала.
Сама подача выполняется посредством конструкции, состоящей из нескольких роликов (№1 на нижеприведенном рисунке), которые протягивают проволоку до нужного уровня.

Устройство подачи проволоки в пистолете сварочного полуавтомата
Также качественные полуавтоматы обладают функцией растяжки дуги, которая дает возможность настройки длины изделия, выступающей за рабочую зону сопла держателя. Данная функция позволяет сварщику оптимально подстраивать полуавтомат для сварки листов металла разной толщины, и под разные требования к итоговому сварному шву.к меню ↑
Обзор актуальных рыночных цен
Чтобы составить полную картину о представленном на рынке ассортименте, и ценах на сварочную нержавеющую нить, мы выполнили анализ сортамента от самых востребованных производителей.
Как показал осмотр рынка, цены очень разнятся в зависимости от объемов закупки, так цена при покупке в розницу, может быть на 25-30% большей, чем цена при покупке большими бухтами. В целом же, основным фактором, от которого зависит цена, является диаметр проволоки.
Читайте также: как производится сварка дуговым ванным способом?
Основными производителями нержавеющей нити являются бренды MIG и NWT. Наиболее популярным вариантом для полуавтоматов является изделие диаметром 1,2 мм. MIG ER-316LSi, цена в розницу которой составляет около 12 долларов за килограмм, если же покупать материал в бухтах по 15 кг, то цена снижается до 11 долларов.
")
Устройство сварочного пистолета (вид изнутри)
При уменьшении диаметра проволоки, растет её цена за один килограмм, к примеру: цена в розницу той же проволоки MIG ER308, диаметров в 0,8 мм составляет почти 15 долларов, а при покупке оптом (бухтой в 15 кг) цена понижается до 13 долларов.
Стоимость покупки в розницу изделия большого диаметра – 1,6 мм, составляет 14,3 доллара, если брать оптом – 13 долларов.
Статьи по теме:
Портал об арматуре » Сварка » Преимущества использования нержавеющей проволоки для сварки полуавтоматом
armaturniy.ru
Как подобрать сварочную проволоку: виды, особенности, применение
 Для облегчения сварочного процесса и повышения эффективности его результата, при сварке тугоплавких металлов используются различные присадки, в том числе и сварочная проволока.Сварка с ее помощью дает возможность не использовать хрупкие электроды. Ее применение оправдано при дуговой сварке, автоматической или полуавтоматической. Выступая гибким электродом, в горячем виде она может стать и металлической наплавкой.
Для облегчения сварочного процесса и повышения эффективности его результата, при сварке тугоплавких металлов используются различные присадки, в том числе и сварочная проволока.Сварка с ее помощью дает возможность не использовать хрупкие электроды. Ее применение оправдано при дуговой сварке, автоматической или полуавтоматической. Выступая гибким электродом, в горячем виде она может стать и металлической наплавкой.
Виды сварочной проволоки
 При любом виде сварки нужно использовать ту проволоку, что близка к металлу, который заваривается. Она должна быть чистой, без ржавчины, окалины и шероховатостей. Ее умелое использование не только повышает качество шва, но и дает возможность его безупречного выполнения.
При любом виде сварки нужно использовать ту проволоку, что близка к металлу, который заваривается. Она должна быть чистой, без ржавчины, окалины и шероховатостей. Ее умелое использование не только повышает качество шва, но и дает возможность его безупречного выполнения.
Такой шов будет обладать пластичностью, но также останется прочным и максимально защищенным от коррозии.
Виды такого заменителя электродов:
- Омедненным. Металлы с низким содержанием легированной стали и углерода нужно соединять при помощи проволоки, содержащей, помимо прочего, большое количество меди.
- Алюминиевым. Он нужен при работе с сплавами алюминия с магнием, марганцем и кремнием.
- Нержавеющим. Использование нержавеющей проволоки оправдано при работе с нержавеющей сталью с содержанием никеля или хрома.
- Порошковым. Если детали из углеродистой стали будут подвергаться дальнейшей термической обработке, то заваривать их нужно при помощи порошковой проволоки.
 На смену классическим аппаратам трансформаторного типа, приходят компактные сварочные аппараты инверторного типа. Они могут подключаться даже к обычной розетке.
На смену классическим аппаратам трансформаторного типа, приходят компактные сварочные аппараты инверторного типа. Они могут подключаться даже к обычной розетке.
А если функциональности такого аппарата недостаточно используйте сварочные полуавтоматы. Важно правильно подобрать характеристики и компликацию изделия. Читайте здесь о характеристиках дросселей для сварочного полуавтомата.
Все виды заменителей электродов предназначены для проведения работ в защищенной среде, исключение – порошковая проволока.
Сварка сварочной проволокой, как утверждают специалисты, гораздо качественнее, чем при помощи обычного электрода. Но до сих пор нет универсального материала, поэтому важно знать состав металла, с которым предстоит работать и от этого отталкиваться в выборе расходных материалов.
Применение проволки для газовой сварки
 Для выполнения газовой сварки не нужно дорого оборудования и сетевого подключения к электропитанию. Однако во время этого процесса скорость нагревания металла заметно ниже, чем при дуговой, а зона воздействия тепла, наоборот, больше. Все это может привести к быстрому короблению деталей.
Для выполнения газовой сварки не нужно дорого оборудования и сетевого подключения к электропитанию. Однако во время этого процесса скорость нагревания металла заметно ниже, чем при дуговой, а зона воздействия тепла, наоборот, больше. Все это может привести к быстрому короблению деталей.
Производительность выполнения работ тем ниже, чем толще соединяемый металл. При этом проволока для газовой сварки используется самая обычная.
Единственное условие – приближенность к металлу, с которым проводятся работы, но температура расходного материала не должна превышать температуру плавления металла.
Чаще всего для газовой среды уместно проводить работу проволокой из:
- Углеродистой стали.
- Низколегированной стали.
- Алюминия, а также его сплавов.
- Меди и соединений с ним.
 Для мелкого ремонта металлических изделий подойдет холодная сварка. Узнайте, как пользоваться холодной сваркой в домашних условиях.
Для мелкого ремонта металлических изделий подойдет холодная сварка. Узнайте, как пользоваться холодной сваркой в домашних условиях.
Хотите самостоятельно сделать дома водопроводную или отопительную систему? Читайте тут, какой выбрать аппарат для сварки полипропиленовых труб.
А чтоб защитить глаза во время обычных сварочных работ обязательно нужно использовать хорошую защитную маску. По этому адресу можно узнать рекомендации по выбору маски сварщика хамелеон.
Наличие меди в сварочной проволоке
 Сварочная проволока омедненная гарантирует бесперебойную работу сварочного аппарата любого типа, где обязательно будет ровно гореть дуга при любых режимах сварки.
Сварочная проволока омедненная гарантирует бесперебойную работу сварочного аппарата любого типа, где обязательно будет ровно гореть дуга при любых режимах сварки.
Преимущества:
- Использование омедненных расходных материалов даст возможность минимизировать разбрызгивание металла в среде защищенных газов.
- Понизить расход самых разных наконечников.
Чаще всего она продается рядно намотанная на пластиковые кассеты. Так выполненная упаковка позволяет экономить расходные материалы и повышает производительность труда работника.
Алюминиевая сварочная проволока
 Проволока сварочная алюминиевая нашла широкое применение при полуавтоматической сварке алюминиевых профилей и конструкций, где обязательное содержание меди или/и кремния более 3 %.
Проволока сварочная алюминиевая нашла широкое применение при полуавтоматической сварке алюминиевых профилей и конструкций, где обязательное содержание меди или/и кремния более 3 %.
В ней меди должно быть не больше 5 и не меньше 3 %. Большое количество алюминия дает такие характеристики:
- Высокую прочность;
- Отличную коррозийную стойкость;
- Цвет при анодировании, как у основного металла.
Успешно применяются такие расходные материалы во время проведения работ в автомобильной индустрии и судостроении. Для рядового потребителя она доступна в катушках по 400 – 1 000 граммов с обязательной рядностью намотки.
Сварочная проволока из нержавейки
 Проволока сварочная нержавеющая нужна для соединения рядовых нержавеющих сталей и их производных в защитной газовой среде. Ее наплавление обеспечит высокую стойкость к коррозии, а также защиту от трещин.
Проволока сварочная нержавеющая нужна для соединения рядовых нержавеющих сталей и их производных в защитной газовой среде. Ее наплавление обеспечит высокую стойкость к коррозии, а также защиту от трещин.
Рядная намотка при качественном исполнении в совокупности с идеальной чистотой и ровностью поверхности должны обеспечить:
- Стабильное горение дуги;
- Малое разбрызгивание металла;
- Ровный и качественный шов.
Бухты со сварочной проволокой нержавейкой производят от 500 граммов до 5 килограмма стоят в среднем от 400 рублей за килограмм. Благодаря защите от коррозии, могут использоваться на протяжении нескольких лет.
Флюсовая сварочная проволока
 Проволока сварочная флюсовая используется при сварке полуавтоматом среднеуглеродистых, низколегированных и углеродистых сталей. Процессы должны происходить без использования защитных газов.
Проволока сварочная флюсовая используется при сварке полуавтоматом среднеуглеродистых, низколегированных и углеродистых сталей. Процессы должны происходить без использования защитных газов.
Флюсовая – порошковая проволока при дуговой сварке отличается тем, что используемый электрод не будет сплошным, а состоящим из металлической оболочки с флюсом из порошка внутри
Процесс изготовления такого электрода начинается с приготовления металлической полой полоски в виде буквы U, затем пустота заполняется порошком и легирующими присадками. После чего происходит сворачивание электрода в трубку.
Производители обещают, что использование их продукта даст возможность добиться:
- Выполнение ровного шва;
- Легкой отделимости налета шлака;
- При работе – ровное горение дуги.
Сварочная легированная проволока
 Сварочная легированная проволока выпускается намотанная на катушки, ее вес от 400 граммов до 6 килограммов.
Сварочная легированная проволока выпускается намотанная на катушки, ее вес от 400 граммов до 6 килограммов.
С ее помощью можно проводить сварочные работы в различных газовых смесях, в том числе углекислом газе и под флюсом. Это идеальная проволока для аргонной сварки.
Если выпускают ее на заводе в соответствии со всеми ГОСТами, то после холодного деформирования, она может быть успешно применена во всех отраслях машиностроения, металлургии, судо- и вагоностроении.
Легирующими элементами в таких электродах выступают следующие металлы:
- Никель;
- Вольфрам;
- Марганец;
- Хром;
- Титан;
- Молибден.
Наличия в ней марганца, хрома и никеля позволяет проводить работы с высокоуглеродистыми нержавеющими сталями.
 Если нет возможности сделать обычную шовную сварку, используется точечная контактная сварка. Это надежный быстрый метод соединения металлических изделий.
Если нет возможности сделать обычную шовную сварку, используется точечная контактная сварка. Это надежный быстрый метод соединения металлических изделий.
А для работы с металлами, подверженными сквозному прожиганию лучше использовать плазменный метод. Читайте на этой странице о том, как производится плазменная сварка алюминия.
При проведении сварочных работ в домашних условиях следует соблюдать предосторожности и технику безопасности. По этому адресу, можно узнать детальнее о том можно ли пользоваться сварочным аппаратом дома.
Расход и применение сварочной проволоки
 В среднем расход сварочной проволоки производится исходя из массы всей конструкции, которую нужно будет заварить. Обычно ее вес необходимо умножить на 1,5 и разделить на сто. Таким образом, ее нужно не более 1,5 % от общей массы металла.
В среднем расход сварочной проволоки производится исходя из массы всей конструкции, которую нужно будет заварить. Обычно ее вес необходимо умножить на 1,5 и разделить на сто. Таким образом, ее нужно не более 1,5 % от общей массы металла.
С диаметром чуть сложнее. Массу наплавляемого металла нужно взять за основу, размер диаметра будет составлять 6 – 10 % от нее. Еще обязательно учитывается среда, в которой происходит сварка, ее метод, а также угловой, вертикальный или горизонтальный шов необходимо выполнить.
Если перечисленные выше показатели в основном используются в расчетах на заводах и промышленных предприятиях, то в обычной жизни, гораздо важнее правильно определиться с током, дугой и напряжением.
Длина дуги выбирается от мощности тока. Выбор напряжения очень важен при соединении тонкого металла. А скорость подачи расходного материала выбирается опытным путем. Необходимо, чтобы дуга горела при выбранном токе и напряжении стабильно.
Эффективным, экономичным и практичным можно назвать использование в работе вместо дорогостоящих и хрупких электродов проволоки. Она способна помочь выполнить гибкий и прочный шов.
Для достижения такого результата необходимо только подобрать тот заменитель электрода, который весьма близок по составу к свариваемому металлу.
Читайте также:
 Выбор сварочного стола Сварочный стол представляет собой верстак, предназначенный для помещения сварочных деталей, их фиксации и различных […]
Выбор сварочного стола Сварочный стол представляет собой верстак, предназначенный для помещения сварочных деталей, их фиксации и различных […] 5 видов сварочных горелок и их назначение Сварочная горелка – это основная часть сварочного оборудования. Она отвечает за обеспечение подвода электрического тока при электросварке к […]
5 видов сварочных горелок и их назначение Сварочная горелка – это основная часть сварочного оборудования. Она отвечает за обеспечение подвода электрического тока при электросварке к […]
metallmaster.org
Как выбрать проволоку для сварки

В быту проведение сварочных работ требуется не часто, в отличие от производственной сферы, где сварка является неотъемлемой частью процесса. Тем не менее, при возникновении потребности варить что-нибудь, возникает также вопрос, как это сделать, с помощью какого агрегата, какие расходники нужны. Выбор способа сварки и расходных материалов напрямую зависит от того, какие материалы необходимо сварить между собой. Например, для сварки тугоплавких и цветных металлов приходится использовать сварочную проволоку, но не лишь бы какую, а под каждый случай подбирается свой вид. Нередко вопрос, как выбрать проволоку для сварки, ставит в тупик начинающего сварщика или мастера, который пользуется аппаратом недавно. В данной статье поговорим о том, какая бывает сварочная проволока и как ее подбирать под те или иные случаи.
- Маркировка сварочной проволоки
- Виды сварочной проволоки
- Проволока для сварки стали
- Проволока для сварки алюминия
- Проволока для сварки нержавейки
- Проволока для сварки меди
- Проволока для сварки чугуна и сплавов никеля
- Проволока для сварки титана
- Диаметр сварочной проволоки
Маркировка сварочной проволоки
Для сварочной проволоки самое главное – это химический состав, именно он является определяющим при выборе. Узнать его можно, прочитав маркировку на изделии отечественного производства, которая соответствует ГОСТ 2246-70, или зарубежную маркировку по стандартам AWS.

Так как в странах СНГ производство сварочной проволоки налажено очень хорошо, разберем сначала обозначения на изделиях отечественного производства. Для начала расшифруем буквенные обозначения:
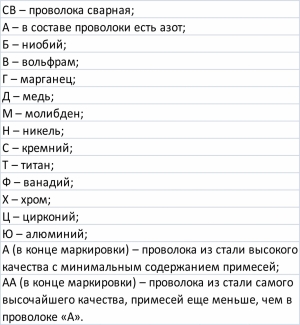
Пример: СВ-08Г2С означает,
- СВ – сварная проволока;
- 08 – массовая доля легированных элементов в составе проволоки. В данном случае проволока содержит 0,08 % углерода;
- Г – в составе есть марганец;
- 2 – не более 2 % указанного перед цифрой элемента. В данном случае не более 2% марганца;
- С – в составе есть кремний. В данном случае после обозначения «С» не стоит цифра, это значит, что кремния в составе меньше 1%, но более 0,5 %.
Пример: СВ-06Х21Н7БТ означает Сварочная проволока, в составе которой 0,06 % углерода, 21 % хрома, 7 % никеля, легированная ниобием и титаном.
Пример: СВ-08Х19Н10МЗБ означает Сварная проволока, в составе которой 0,08 % углерода, 19 % хрома, 10 % никеля, 3 % молибдена, легирована ниобием.
Иногда в маркировке по современным стандартам алюминий обозначается буквой «А».
Пример: СВ-А97 – сварочная проволока, состоящая на 99,97 % из алюминия.
Пример: СВ-АК5 – сварочная проволока, состоящая на 95 % из алюминия и 5 % кремния.
Для заказа той или иной проволоки необходимо точно указывать маркировку. К сожалению, международные стандарты не так просто прочитать, как ГОСТовские, поэтому если не нашли нужную проволоку отечественного производства, обратитесь к специалисту, чтобы он вам подобрал зарубежный аналог.
Виды сварочной проволоки
Всего существует порядка 77 марок сварной проволоки отечественного производства, которые можно разделить на 3 основных категории:
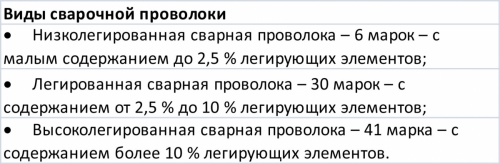
Таким образом, проволока делится по области применения: одна используется для низколегированных сталей, другая – для углеродистых, третья – для сварки цветных металлов или сварки под флюсом.
Например, рассматриваемая выше проволока СВ-08Г2С является легированной, так как в ее состав входит более 2,5 % легирующих металлов: 2 % марганца и более 0,5 % кремния.
Присадочная проволока для сварки
Сварочная проволока является так называемым присадочным материалом. В процессе сварки двух элементов проволока подводится к месту шва и плавится вместе с кромками металлов, заполняя шов. Таким образом, присадочная проволока служит материалом, который восполняет потери на разбрызгивание металла при сварке. Помимо проволоки в качестве присадочного материала можно использовать присадочные прутки и ленты.
Основное требование при выборе присадочной проволоки – у нее должен быть максимально такой же химический состав, что и у свариваемых материалов. Например, необходимо обратить внимание на содержание углерода. От количества данного элемента зависит пластичность шва. Негативными примесями считаются сера и фосфор. Для обеспечения качественного надежного шва и длительного срока эксплуатации изделия состав присадочной проволоки должен быть максимально приближен к составу свариваемых металлов.
Второе требование – температура плавления присадочной проволоки должна быть немного ниже или такой же, как у свариваемых металлов. Обратите внимание на то, когда начинает плавиться проволока, если это происходит позже, чем у свариваемых металлов, то крайне велика вероятность, что металл на свариваемых элементах прожжется. И конечно, немаловажно, чтобы плавление происходило равномерно, тогда шов получится аккуратным (без дефектов) и более прочным. Если же температура плавления подобрана неверно, это грозит появлением трещин в сварочном шве, высокой зашлакованностью шва, разбрызгиванием металла кромок, и что самое худшее – наличием скрытых полостей внутри сварочного шва.
Общие требования к присадочной проволоке:
- Толщина присадочной проволоки должна соответствовать толщине свариваемых элементов.
- Проволока должна быть чистой, без окалины, ржавчины, следов масла или краски, других загрязнений.
- Проволока должна плавиться равномерно, не разбрызгиваясь.
- Получившийся сварной шов должен быть ровным, без трещин и пор в металле.
Чаще всего присадочная проволока используется при сварке в среде защитных газов, которые обеспечивают чистый и надежный шов, защищая сварочную ванну от кислорода. В качестве защитных газов можно использовать аргон, гелий, углекислый газ или смеси аргона и углекислого газа.
Проволока для аргонодуговой сварки цветных металлов должна иметь схожий состав. Например, для сварки алюминия используется проволока СВ-97, СВ-А85, СВ-АМц или ее зарубежные аналоги ER 1100 (OK Autrod 1070 (OK Autrod 18.01)). Данные материалы устойчивы к химическому и атмосферному воздействию, применяются два сваривания изделий из чистого алюминия или его пластичных сплавов (АД1, АМц).
Проволока для сварки полуавтоматом низколегированных сталей является лидером рынка расходных материалов для сварки, так как подавляющее большинство изделий из стали относятся к данной категории. Самой распространенной присадочной проволокой является уже известная нам СВ-08Г2С, которая производится как в обычном варианте – без покрытия, так и омедненной – с антикоррозионной защитой. Использование проволоки с антикоррозионной омедненной защитой делает изделие более качественным, дуга в процессе сварки горит более устойчиво, медный наконечник расходуется медленнее.
В процессе сварки присадочными проволоками используется флюс. Вещества под названием «флюсы» дают возможность сделать структуру шва максимально идеальной, защитив тем самым металл в районе шва от преждевременного разрушения. Благодаря флюсам поверхность металла в сварочной зоне бывает ровной и гладкой, а степень растяжимости металла в зоне сварочного шва высокой. Все это делает изделие более надежным и долговечным.
В качестве флюса используются:
- Борная кислота.
- Бура.
- Окислы кремния.
- Сера.

Чаще всего присадочная проволока продается в бухтах. Перед использованием ее необходимо выпрямить и разрезать на отрезки необходимой длины. Если проволока долгое время не будет использоваться, то ее необходимо защитить, обернув катушку специальной водонепроницаемой бумагой.
Порошковая проволока для сварки
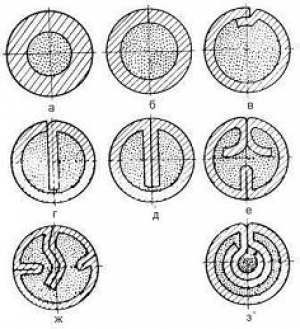
Для усовершенствования процесса сварки в полевых условиях или открытых помещениях используют так называемую порошковую проволоку. Это дает возможность выполнять качественные швы, при этом затрачивая меньше сил и времени на механизацию процесса и очистку материала от брызг. Данный вид проволоки делится на два подвида: газозащитная порошковая проволока и самозащитная порошковая проволока.

Порошковая газозащитная проволока предназначена для сварки полуавтоматом и автоматом низколегированных и углеродистых сталей в среде защитного газа: углекислого газа или его смесях с аргоном.
Благодаря высокому проплавлению такую проволоку можно использовать для сварки угловых, нахлесточных и стыковых соединений практически за один проход. Преимуществами порошковой газозащитной проволоки являются низкий уровень разбрызгивания, шлаковая корка легко отделяется, высокую сопротивляемость пористости и нежелательным шлаковым включениям, стабильный струйный перенос.
Порошковые газозащитные проволоки делятся на такие типы:
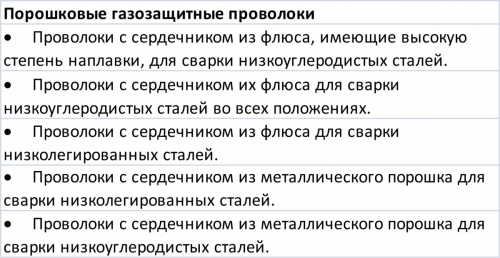
Новые виды такой проволоки дают возможность достичь идеальной формы шва, низкого разбрызгивания, высокой скорости ведения шва, высокого коэффициента наплавления и малого дымления, если использовать их для сварки в защитных смесях с большим содержанием аргона.

Порошковая самозащитная проволока еще называется флюсовой или просто самозащитной. Ее сердечник содержит в себе все необходимые шлакообразущие, защитные и деоксидирующие присадки. В итоге отпадает необходимость использовать баллонный газ. Это значительно облегчает задачу, так как с использованием газа связано очень много проблем и опасностей. Порошковая проволока позволяет избежать ряда хлопот с хранением, аттестацией баллонов газа, их заправкой и перемещением с места на место.
Если при обычной сварке полуавтоматом защитная ванна образовывалась с помощью газового потока, который выходил из сопла горелки, то проволока для сварки без газа позволяет создать защиту другим способом – в процессе сварки испаряется флюс, находящийся в сердечнике проволоки, и образует защитный пузырь непосредственно в месте сварки. Его невозможно смыть потоком воздуха, поэтому такие проволоки применяются для сварки на открытом воздухе при сильном ветре.
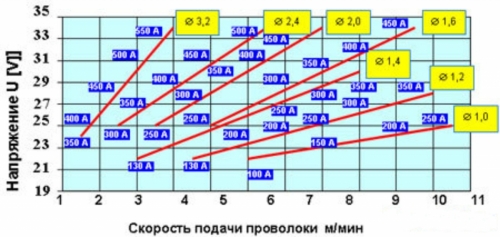
Преимущества порошковой самозащитной проволоки:
- Открытая дуга. Это дает возможность оператору следить за происходящим и перенаправлять наплавляемый металл.
- Гарантированно идеальный состав шва.
- Сваривать можно в любых положениях.
- Компактность оборудования, нет необходимости использовать баллоны с газом, а также оборудование для подачи газа и флюса.
- Специальное покрытие проволоки смазкой дает возможность противостоять механическому давлению роликов, которые подают материал в зону сварки.
Для наплавления открытой дугой используются проволоки диаметром 2,0 – 3,0 мм, а для наплавления под флюсом – диаметром 3,6 мм. Для сварки крупногабаритных изделий применяют проволоку диаметром 5,0 мм.
Технология сварки с использованием самозащитной проволоки не отличается от технологии с применением сплошной сварочной присадочной проволоки. Единственное ограничение – полуавтомат для сварки должен иметь режим No Gas.
Проволока для сварки стали
Омедненная проволока СВ-08Г2С используется для сварки трубопроводов, котлов, изделий из конструкционной стали, а также емкостей, которые в процессе эксплуатации будут находиться под высоким давлением. Также она хорошо себя зарекомендовала при работе с тонким металлом и сварке в любом положении. Устойчивость данной проволоки к растяжению находится в диапазоне 900 – 1350 МПа.
В приведенной ниже таблице указаны марки сварочной проволоки, которую можно использовать для сварки стали в условиях защиты газом – аргоном, углекислым газом или смеси этих газов.
Таблица 1. Проволока для сварки стали в защитных газах.
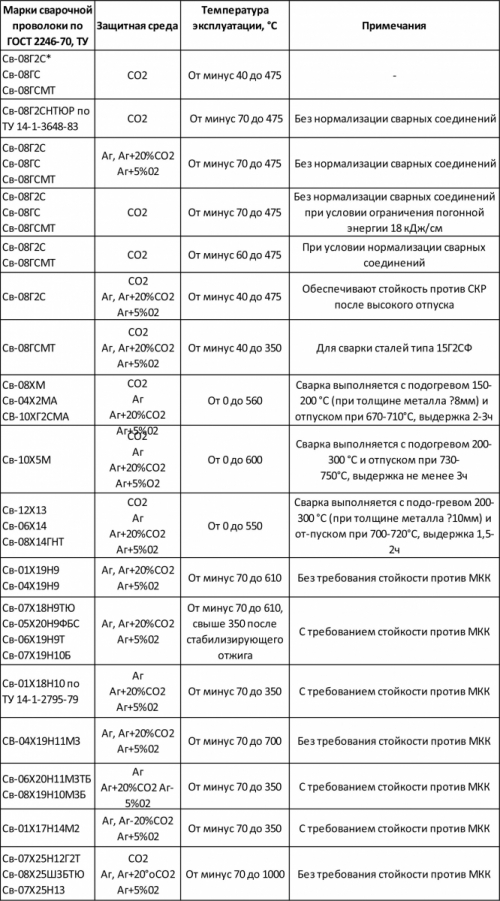
Проволока для сварки алюминия
Для сварки алюминия и его сплавов используется проволока, состоящая из чистого алюминия или с добавлением магния и кремния в зависимости от состава сплава, который сваривается. Чаще всего изделия бывают из алюминия (99%), алюминиево-магниевого сплава (4,8 – 6% магния и остальное алюминий) и алюминиево-кремниевого сплава (95% алюминия и 5% кремния). Для каждого из них подбирается своя проволока, это можно легко увидеть из таблицы.
Проволока для аргонной сварки алюминия используется с флюсом, который может иметь такой состав – хлористый калий 27 – 33 %, хлористый литий 9 – 12 %, хлористый натрий 42 – 48 %, фтористый калий 12 – 16 %.
Таблица 2. Проволока для сварки алюминия и его сплавов.
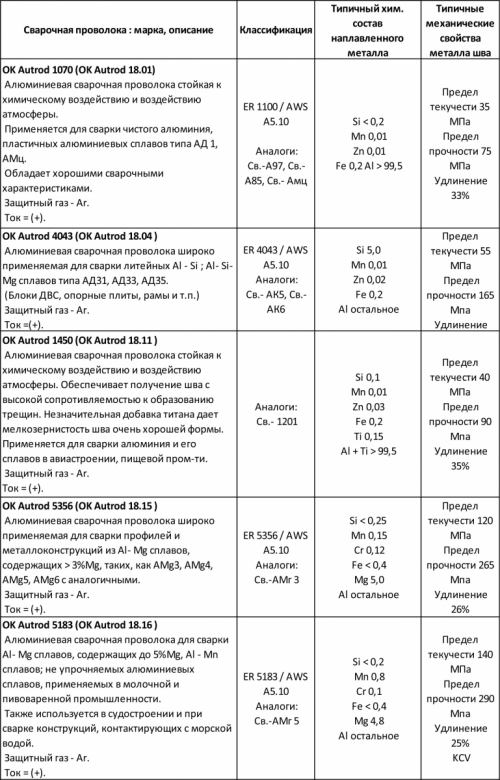
Сварка деталей из алюминия распространена в пищевой промышленности.
Проволока для сварки нержавейки
Сварка изделий из нержавеющей стали или жаропрочных сплавов производится с помощью полуавтомата с использованием защитного газа. Сварочная проволока изготавливается из высоколегированной жаропрочной стали. В состав сварочной проволоки из нержавеющей стали входят кремний и углерод. Кремний обеспечивает прочность сварочного шва и его качество. Углерод не дает образовываться межкристаллической коррозии.
Помимо кремния и углерода проволока из нержавейки может содержать хром и никель. Такая проволока более устойчива к коррозии. Она используется в машиностроении, пищевой и легкой промышленности, нефтепромышленности и судостроении.
Таблица 3. Сварочная проволока из нержавейки для сварки нержавеющих и жаропрочных сталей.
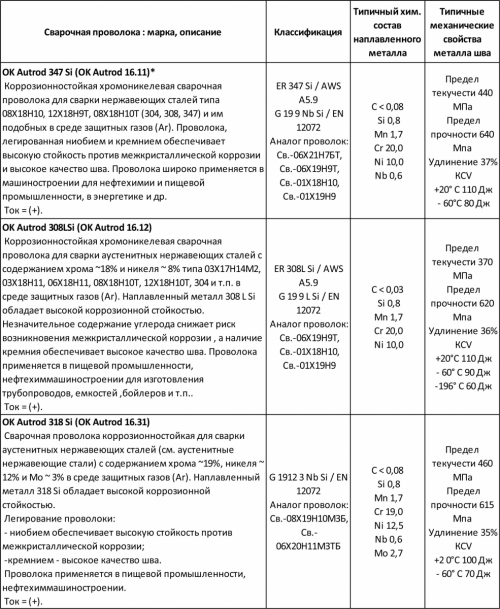
Проволока для сварки меди
Использование меди в промышленности и энергетическом машиностроении связано с исключительными свойствами меди противостоять коррозии в агрессивных средах. Чем чище состав металла, т.е. в нем больше меди и меньше примесей, тем устойчивость к коррозии выше. Именно поэтому к материалам на основе меди и к присадочным проволокам предъявляются повышенные требования.
В зависимости от количества примесей различают такие марки меди:
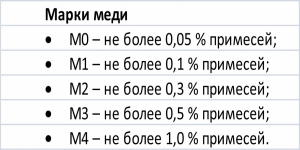
В связи с тем, что сварные швы изделий из чистой меди должны сохранить весь комплекс физических свойств, из-за которых этот металл используется, - теплопроводность, электропроводность, коррозионную стойкость и плотность, к сварочной проволоке предъявляются крайне строгие требования. А в процессе сварки шов не должен загрязняться примесями.
Сварочная проволока для меди изготавливается из электролитической меди, а в процессе сварки может использоваться флюс из буры 48 – 53 %, хлористого натрия 32 – 38 %, борной кислоты 10 – 14 %.
Таблица 4. Проволока для сварки меди.
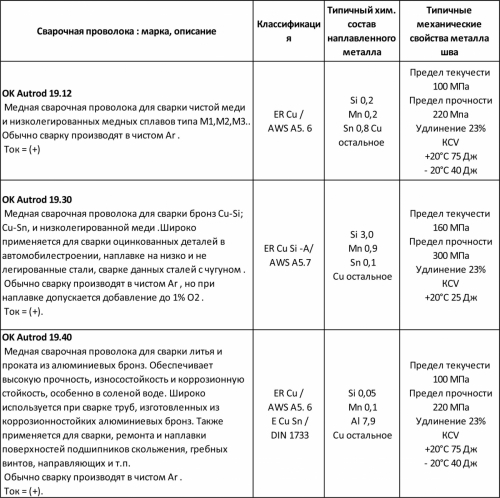
Проволока для сварки чугуна и сплавов никеля
Для сварки никеля хорошо подойдет проволока, легированная такими металлами, как марганец (не более 2%), кремний (не более 0,8 %), магний (не более 0,3 %) и титан (не более 0,1 %). Марганец необходим для раскисления и связывания серы, кремний делает металл более жидкотекучим, магний связывает те остатки серы, которые остались после марганца. Диаметр проволоки для сваривания никеля желательно выбирать равный половине толщины металла свариваемых изделий.
Чугун же трудносвариваемый металл, так как велика вероятность появления трещин в сварном шве. Выходом из ситуации стало использование для сварки проволок, покрытых цветными сплавами, или предварительный подогрев заготовок перед свариванием и использование порошковых проволок.
Таблица 5. Проволока для сварки чугуна и сплавов никеля.
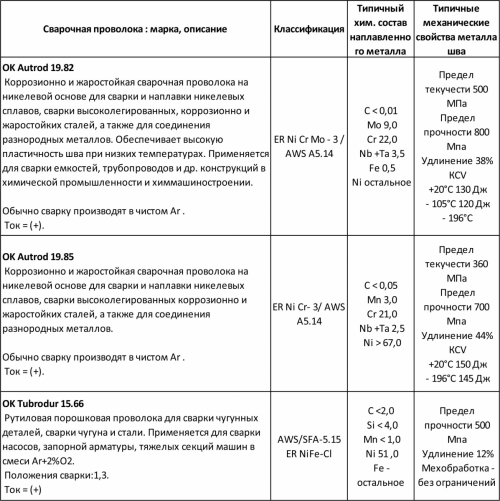
Проволока для сварки титана
Для сварки титана используется холоднотянутая проволока из листового металла. Состав должен быть максимально приближен к составу основного материала. Чаще всего это присадочная порошковая проволока марки ППТ-1 и ППТ-3. Сама технология сварки титана подразумевает использование аргонодуговой сварки и неплавящегося вольфрамового электрода. Расход проволоки составляет 1,2 – 1,5 м на каждый погонный метр шва.
Диаметр сварочной проволоки
Диаметр присадочной проволоки подбирается в зависимости от толщины металла в свариваемых заготовках. Так если толщина изделия 3 – 5 мм, то берут проволоку 2 мм, если толщина 5 – 16 мм, то используют проволоку диаметром 3 – 4 мм. Для более толстых листов 7 – 25 мм можно использовать проволоку 7 мм толщиной.
Для сварочных полуавтоматов выпускается проволока в таких диаметрах: 0,6 мм, 0,8 мм, 1 мм, 1,2 мм, 1,6 мм.
Проволока для сварки с помощью электродов и присадочных прутков – 1,6 – 5 мм.
Самый широкий диапазон сварочной проволоки в категории порошковых проволок – 0,6 – 6 мм.
Помимо толщины изделия на требуемый диаметр сварочной проволоки также влияет сила тока, которая необходима для сварки в конкретном случае. Посмотреть, какие диаметры проволоки необходимо в том или ином случае можно в таблице ниже.
Таблица 6. Диаметр сварочной проволоки в зависимости от силы тока.
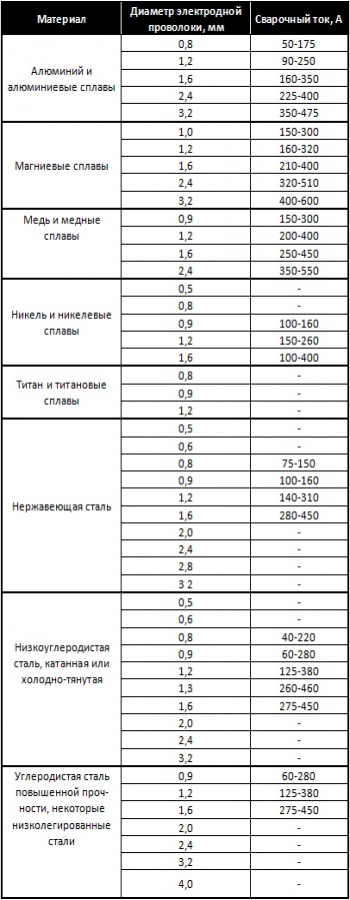
Выбор сварочной проволоки – очень ответственная задача. Если предоставленные таблицы все равно не помогли вам разобраться в вопросе, какую проволоку использовать, то лучше обратитесь за помощью к специалисту.
strport.ru